Чтобы лучше было обрабатывать заготовки из листового или полосового металла, его часто приходится выпрямлять. Такая операция называется правкой. Выпрямляют металл после разрезания ножницами, рубки зубилом.
Правка – это подготовительная операция перед основной обработкой металла. Править металл вручную лучше всего молотком с круглым бойком и киянкой. Углами молотка с квадратным бойком можно сделать вмятины в поверхности металла, которые трудно устранить.
Полосу правят в следующем порядке: берут изогнутую полосу за ее край левой рукой (для правши) в рукавице, кладут на металлическую плиту выпуклым местом кверху и наносят удары молотком. Наносить удары нужно сначала по краям выпуклого места, постепенно приближаясь к середине. Сначала наносят частые и сильные удары, затем силу ударов нужно уменьшать, чтобы материал не расплющивался и не менял своей формы. Работа закончится, когда все неровности исчезнут.
Жесть (листовая сталь толщиной до полмиллиметра) правят при помощи киянки и деревянного бруска.
Круглый прутковой металл правят так же, как и полосовой металл. Основным видом брака являются забоины и вмятины – следы от молотка. Этот брак может быть от неправильного нанесения ударов или непригодного молотка.
Билет №7
Инструменты для клепки. Их назначение и устройство.
Клепка – это один из способов соединения деталей (заклепочное соединение). При клепке получают неразъемное соединение деталей. Заклепочное соединение бывает неподвижным (металлические мосты, строительные краны и т.д.)и подвижным (разметочный циркуль, кусачки, клещи, ножницы).
Хотя в настоящее время клепку заменяет сварка, все же клепальных работ на заводах, в ремонтных мастерских еще много. Клепка – это слесарная операция.
При клепке используют следующий инструмент: молоток, натяжка, поддержка, обжимка.
Натяжка – это металлический стержень с глухим гнездом на конце. Диаметр гнезда в стержне должен быть больше диаметра заклепки. Натяжкой сжимают склепываемые детали. За накатку средней части натяжку держат в руке.
Молоток для клепки выбирают в зависимости от диаметра заклепки. Чем больше диаметр заклепки, тем тяжелее должен быть молоток.
Поддержка должна быть тяжелее молотка в 4-5 раз; при меньшей массе во время клепки поддержка будет отскакивать.
Обжимка служит для придания замыкающей головке заклепки после осадки требуемой формы.
Правила безопасной работы на электроточиле.
До начала работы:
1. Правильно одеть спецодежду
2. Проверить надежность закрепления ограждения опасных мест на станке: защитного кожуха у абразивного круга и концов шпинделя, а также исправность защитного экрана против абразивной пыли.
3. Убедиться, нет ли трещин и сколов на абразивном круге.
4. Проверьте исправность защитного заземления станка.
5. Отступив несколько в сторону от опасной зоны против круга, проверьте станок на холостом ходу.
6. Перед самым началом работы наденьте защитные очки или опустите предохранительный экран.
Во время работы:
1. При заточке инструмента надежно удерживайте его руками, плавно, без рывков и усилий подводить к абразивному кругу несколько выше его горизонтальной оси.
2. Не наклоняться к затачиваемому инструменту для наблюдения за ходом точки.
3. Не производить заточку на неисправном круге.
4. Не стоять в направлении плоскости вращения абразивного круга.
5. Не производить заточку на боковой поверхности круга.
6. Не определять на ощупь остроту и ровность заточенных инструментов.
7. Не класть на корпус станка затачиваемый инструмент, шаблоны и другие предметы.
8. При необходимости выключить станок, отойти от него и дождаться полной остановки.
После окончания работы:
1. Выключить станок и после остановки круга убрать пыль со станка с помощью щетки-сметки.
2. Привести себя и средства индивидуальной защиты в порядок.
3. Сдать станок учителю.
Билет №8
Устройство слесарной ножовки с раздвижной рамкой.
Резание – это операция, при которой металл разделяют на части. Для резания металла вручную применяют слесарную ножовку. Процесс резания состоит из двух ходов: рабочего (движение ножовки вперед) и холостого (движение ножовки назад). При резании металла ножовочное полотно необходимо смазывать маслом.
Слесарные ножовки бывают с цельной или с раздвижной рамкой. Удобнее ножовки с раздвижной рамкой, так как в них можно установить ножовочное полотно разной длины.
Основные части раздвижного станка:
1. Передний угольник;
2. Задний угольник;
3. Обойма;
4. Хвостовик;
6. Натяжной винт;
7. Гайка-барашек;
В ножовочный станок вставляют и закрепляют полотно. Полотна изготавливают на заводах из углеродистой инструментальной стали. Режущей частью полотна являются зубья, которые имеют форму клина. Расстояние между двумя зубьями называется шагом. Чтобы полотно при резании не заедало в металле, зубья разводят (каждые два смежных зуба отгибают в разные стороны). Ножовочное полотно устанавливается в станок зубьями в сторону от работающего при помощи штифтов.
В своей практической работе слесарь часто сталкивается с правкой металла того или иного профиля или с правкой заготовок.
Правка является подготовительной операцией. Она может производиться двумя способами: механическим способом - с применением правильных валков, прессов и различных приспособлений и ручным - с применением стального закаленного молотка, кувалды, наковальни или плиты и вспомогательного инструмента - гладилки.
При ручной правке лучше пользоваться молотком с круглым бойком для предотвращения забоин и вмятин на поверхности выпрямляемых заготовок. Поверхность бойка молотка должна быть тщательно отшлифована.
Для правки деталей с окончательно обработанной поверхностью, а также тонких стальных изделий или заготовок из цветных металлов и сплавов применяют молотки из мягких материалов - медные, латунные, свинцовые, деревянные.
При правке тонкой проволоки и тонкого полосового и листового металла применяют металлические и деревянные оправки, гладилки и прокладки.
Правка полосового и листового материала.
При правке искривленной полосы последнюю удерживают левой рукой и на наковальне или плите наносят удары молотком по выпуклым местам широкой стороны полосы, переворачивая по мере необходимости полосу с одной стороны на другую.
Сила удара регулируется в зависимости от величины искривления и толщины полосы.
После окончания правки широкой части полосы приступают к правке ребра, вначале сильными ударами, а затем слабыми, поворачивая полосу после каждого удара с одного ребра на другое.
Проверка выпрямленной полосы производится на глаз, а более точно - линейкой или на разметочной плите.
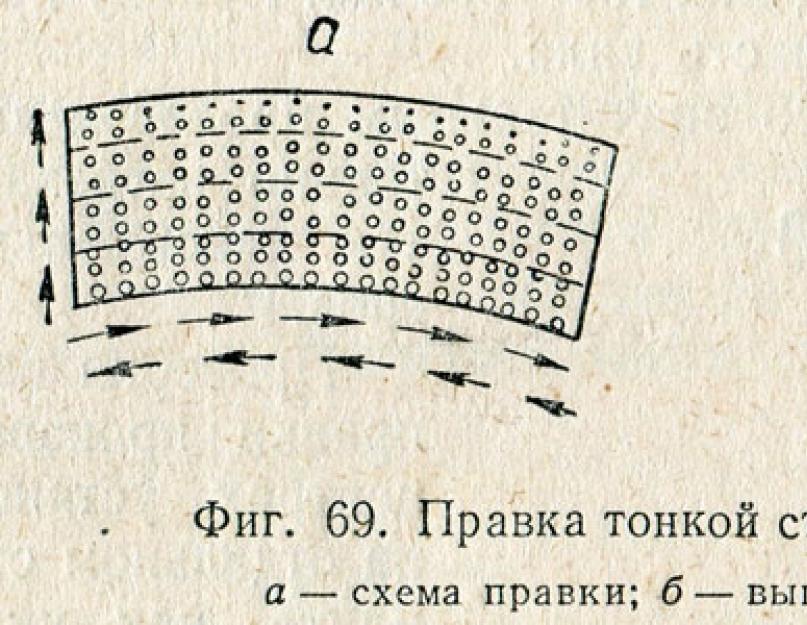
Правку тонкой полосовой стали производят иным способом, так как от ударов молотком по выпуклому ребру тонкая полоса будет изгибаться в стороны, а соприкасающиеся с плитой места будут слипаться.
Тонкую полосу правят на плите: прижав ее левой рукой, правой наносят удары молотком по всей длине полосы, постепенно переходя от нижней кромки к верхней, как указано на фиг. 69.

Вначале удары должны быть сильными, а по мере перехода к верхнему краю они должны быть слабее, но наноситься чаще. Такая правка способствует вытягиванию нижней кромки, и полоса становится ровной.
Правка листового материала - более сложная операция, так как выпуклости на листах в большинстве случаев бывают в середине или же разбросаны по всей поверхности листа, и при ударе молотком по выпуклым частям последние не только не будут уменьшаться, а даже увеличатся по своим размерам.
Поэтому правку листового материала надо вести так:
Лист кладут на плиту и выпуклости обводят мелом или карандашом. Поддерживая лист левой рукой, правой наносят удары молотком от края листа по направлению к выпуклости, как показано на фиг. 70 стрелками. Удары следует наносить частые, но не сильные. Под действием таких ударов ровная часть листа будет увеличиваться, а выпуклость постепенно выпрямляться.

По мере приближения к выпуклости удары следует делать чаще и слабее, одновременно надо следить, улучшается ли поверхность листа, не остаются ли на нем следы от ударов молотком и устраняется ли выпуклость.
Если на листе имеется несколько выпуклостей, то удары следует наносить в промежутках между выпуклостями, в результате этого лист растягивается и все выпуклости сводятся в одну общую выпуклость, которую выправляют обычным способом, т. е. идя от краев ныпуклости к середине. После этого лист переворачивают и легкими Ударами молотка окончательно восстанавливают его прямолинейность.
Очень тонкие листы выравнивают на ровной и гладкой плите.
Правка пруткового материала и валов.
Длинные прутки и проволоку правят, пропуская через фильеры в протяжных станках или через вращающиеся ролики в специальном правйльном станке, или вручную на плите. Этим способом правят также и короткие заготовки. Проверка прямолинейности прутков и заготовок производится на плите или на глаз.
Валы и заготовки большого сечения выпрямляют на ручном или механическом прессе, для чего вал или заготовка устанавливаются на призмы стола пресса выпуклой частью вверх. Расстояние между призмами регулируется.
Обычно оно колеблется в пределах 150 - 300 мм
. Правку производят нажимом винта на выпуклую часть вала.
Валы большого сечения и со значительным прогибом предварительно нагревают в местах максимального прогиба.
Проверка вала после правки производится в центрах, установленных на отдельном столе или плите, как указано на фиг. 71.

Правка закаленных деталей.
Покоробленные стальные детали или заготовки после закалки правят специальными стальными молотками, ударная часть которых имеет форму носика слесарного молотка, тщательно обработанного, без острых углов и хорошо закаленого. Плита для правки должна иметь гладкую отшлифованную поверхность (плоскую или выпуклую), твердость которой должна быть не ниже твердости бойка молотка.
Удары молотком нужно наносить не по выпуклой части закаленной детали, а по вогнутой. При этом удары должны быть не сильные, но частые.
Для примера разберем несколько случаев правки закаленных деталей.
Деталь кладут на выпуклую поверхность плиты и, придерживая ее левой рукой, наносят легкие, но частые удары молотком по вогнутой части, начиная от наиболее вогнутой части и постепенно переходя к месту, где прогиб заканчивается.
Одновременно с этим деталь левой рукой поворачивают на 15 - 20° то в одну, то в другую сторону и передвигают на себя. Таким образом, удары распределяются по вогнутой поверхности сектора с углом 30 - 40°.
В результате этого волокна вогнутой части детали как бы раздаются, растягиваются от ударов молотка, а в выпуклой части сжимаются и деталь выравнивается.
Аналогичным способом правят закаленную полосу линейки (фиг. 72).

В случае, когда плоская деталь имеет вырезы, например скоба, шаблон, то при закалке ее коробит (как по плоскости, так и по ребру), и поэтому правку следует вести в такой последовательности:
Шаблон кладут выпуклой частью на плиту и придерживают левой рукой за один конец, а правой рукой наносят носком молотка частые, но не сильные удары по вогнутой части, начиная с середины и постепенно переходя к краю. Затем, взяв противоположный конец шаблона левой рукой, продолжают в такой же последовательности правку второй части шаблона.
После правки плоскости приступают к правке по ребру. В этом случае шаблон или скобу левой рукой прижимают к плите, а правой наносят удары носком молотка со стороны вогнутой части от середины к краю поочередно с обеих сторон (фиг. 73).

Правку закаленных валиков и шпинделей диаметром 20 мм и выше обычно производят ручным прессом путем нажатия винта пресса на выпуклую часть детали.
С правки металла начинаются, практически, все «металлические работы». Счастливым исключением является тот случай, когда вы получаете со склада совершенно новый лист или кусок профиля.
Правке подвергаются:
- стальные листы из цветных металлов и их сплавов;
- стальные полосы;
- трубы;
- прутковый материал и проволока.
Правке подвергаются, также, металлические сварные конструкции.
Станок «GOCMAKSAN STORM 1601».
Определение термина «правка металла»
Правка металла — это операция, которая заключается в устранении дефектов деталей и заготовок: кривизны (выпуклости или вогнутости), неровностей (искривления, коробления и т. п.) и т. п. Она заключается в сжатии выпуклого слоя металла или расширении вогнутого и осуществляется действием давления на какую-либо часть заготовки или детали.
Способы и методика правки
Различают два основных метода правки любых металлов:
- вручную. Выполняется с помощью молотка на наковальнях , стальных правильных плитах и т. п.
- машинный. Производится на правильных машинах (прессах или вальцах).
Металл правят в холодном или нагретом состоянии. Выбор определяется величиной прогиба и его размером и материалом заготовки.
При правке металла большое значение имеет:
- правильность выбора места, по которому следует наносить удары;
- соизмерение силы удара с величиной кривизны металла. Её следует уменьшать по мере перехода от максимального изгиба к минимальному.
При большом изгибе полосы «на ребро» удары следует наносить носком молотка. Это приведёт к односторонней вытяжке (удлинению) места изгиба. Полосы, представляющие собой «скрученный изгиб», правят по направлению раскручивания. Проверка осуществляется на начальной стадии «на глаз», а по окончании – на поверочной плите или лекальной линейкой. Металлические прутки следует править на наковальне или плите от края к середине.
Задержимся на рассмотрении правки листового металла, т. к. это — самая сложная операция. Лист металла следует положить на плиту выпуклостью вверх. Удары молотком будем наносить от края листа в сторону деформированной его части. Под действием направленных ударов ровная часть листа будет вытягиваться, а выпуклая — выправляться. При правке листов закаленного металла следует наносить частые, но несильные удары носком молотка по направлению от вогнутости к ее краям. При этом верхние слои металла будут растягиваться, и дефект детали будет устранён.
Станок «GT-4-14».
Применяемое оборудование и инструмент
Для правки металла используется следующее оборудование:
- правильная плита;
- рихтовальные бабки.
В качестве инструмента используются молотки, имеющие круглые, радиусные или вставные из мягкого металла бойки. Тонкий листовой металл правят деревянным молотком (киянкой).
Правка листового металла выполняется для придания заготовкам правильной геометрической формы без выпуклостей, неровностей, перегибов и вмятин. Исправить кривизну можно вручную или на правильных машинах, прессах. Автоматическая правка более производительная и эффективная, особенно в условиях массового производства. Ручная правка листа применяется в ремонтных мастерских, при выполнении небольших или единичных заказов.
На сайте сайт представлены предприятия, которые осуществляют как автоматическую правку, так и ручную.
Особенности правки листового металла
Операция правки основана на свойстве металлов деформироваться под давлением. Она может применяться к заготовкам из металлов с хорошими пластическими свойствами, иначе в процессе обработки металл разрушится. Операция правки осуществляется с термическим воздействием на металл – горячий способ, или без такого – холодный способ.
Правка листового металла вручную выполняется при помощи молота или деревянной киянки и наковальни или стальной/чугунной плиты. Это трудоемкая операция, имеющая свои особенности. Так, поверхность листа металла должна лежать на наковальне или плите по всей площади. Неровности необходимо предварительно отметить карандашом. Удары молотом наносятся по направлению от края листа к выпуклости во избежание большей вытянутости. По мере приближения к неровности удары должны быть более частыми, но менее сильными. Ручная правка выполняется также специальными ключами, на правильной плите со штырями и угольниками.
Правка листового металла на правильных станках, вальцах и прессах. Небольшие и средние заготовки правят на вальцевых машинах с различным количеством вальцов. Листы прокатываются через вальцы, установленные в шахматном порядке сверху и снизу. Крупногабаритные листы правят на горизонтальных правильно-растяжных машинах, где за счет растяжения волокна металла выравниваются.
Кривизну деталей проверяют на глаз (рис. 82,а) или по зазору между плитой и уложенной на нее деталью. Края изогнутых мест отмечают мелом.
При правке важно правильно выбирать места, по которым следует наносить удары. Сила ударов должна быть соразмерна с величиной кривизны и постепенно уменьшаться по мере перехода от наибольшего изгиба к наименьшему. Правка считается законченной, когда все неровности исчезнут и деталь станет прямой, что можно определить наложением линейки. Правку выполняют на наковальне, правильной плите или надежных подкладках, исключающих возможность соскальзывания с них детали при ударе.
Правка полосового металла осуществляется в следующем порядке. На выпуклой стороне мелом отмечают границы изгибов, после чего на левую руку надевают рукавицу и берут полосу, а: в правую руку берут молоток и принимают рабочее положение (рис. 82,6).
Полосу располагают на правильной плите так, чтобы она плоской поверхностью лежала на плите выпуклостью вверх, соприкасаясь в двух точках. Удары наносят по выпуклым частям, регулируя силу удара в зависимости от толщины полосы и величины кривизны; чем больше искривление и чем толще полоса, тем сильнее удары. По мере выправления полосы силу удара ослабляют и чаще поворачивают полосу с одной стороны на другую до полного выправления. При нескольких выпуклостях сначала выправляют ближайшие к концам, а затем расположенные в середине.
Результаты правки (прямолинейность заготовки) проверяют на глаз, а более точно - на разметочной плите по просвету или наложением линейки на полосу.
Правка металла круглого сечения. После проверки на глаз на выпуклой стороне мелом отмечают границы изгибов. Затем укладывают на плиту или наковальню (рис. 83) пруток так, чтобы изогнутая часть находилась выпуклостью вверх. Удары молотком наносят по выпуклой части от краев изгиба к средней части, регулируя силу удара в зависимости от диаметра прутка и величины изгиба. По мере выправления изгиба силу удара уменьшают, заканчивая правку легкими ударами и поворачиванием прутка вокруг его оси. Если пруток имеет несколько изгибов, сначала правят ближайшие к концам, затем расположенные в середине.
Правка листового металла более сложная, чем предыдущие операции. Листовой материал и вырезанные из него заготовки могут иметь поверхность волнистую или с выпучинами. На заготовках, имеющих волнистость по краям (рис. 84, а), предварительно обводят мелом или мягким графитовым карандашом волнистые участки. После этого заготовку кладут на плиту так, чтобы края заготовки не свисали, а лежали полностью на опорной поверхности, и, прижимая ее рукой, начинают правку. Чтобы растянуть середину заготовки, удары молотком наносят от середины заготовки к краю так, как указано на рис. 84, в кружками. Кружки меньших диаметров соответствуют меньшим ударам, и наоборот.
Более сильные удары наносят в середине и уменьшают силу удара по мере приближения к ее краю. Во избежание образования трещин и наклепа материала нельзя наносить повторные удары по одному и тому же месту заготовки.
Особую аккуратность, внимательность и осторожность соблюдают при правке заготовок из тонкого листового материала. Наносят несильные удары, так как при неправильном ударе боковые грани молотка могут или пробить листовую заготовку или вызвать вытяжку металла.
При правке заготовок с выпучинами выявляют покоробленные участки, устанавливают, где больше выпучен металл (рис. 84,6). Выпуклые участки обводят мелом или мягким графитовым карандашом, затем заготовку на плиту выпуклыми участками вверх, чтобы края ее не свешивались, а лежали полностью на опорной поверхности плиты. Правку начинают с ближайшего к выпучине края, по которому наносят один ряд ударов молотком в пределах, указанных на покрытой кружочками поверхности (рис. 84,г). Затем наносят удары по второму краю. После этого по первому краю наносят второй ряд ударов и переходят опять ко второму краю, и так до тех пор, пока постепенно не приблизятся к выпучине. Удары молотком наносят часто, но не сильно, особенно перед окончанием правки. После каждого удара учитывают воздействие его на заготовку в месте удара и вокруг него. Не допускают несколько ударов по одному и тому же месту, так как это может привести к образованию нового выпуклого участка.


Под ударами молотка материал вокруг выпуклого места вытягивается и постепенно выравнивается. Если на поверхности заготовки на небольшом расстоянии друг от друга имеется несколько выпучин, ударами молотка у краев отдельных выпучин заставляют соединиться эти вы пучины в одну, которую потом правят ударами вокруг ее границ, как указано выше.
Тонкие листы правят легкими деревянными молотками (киянками - рис. 85,а), медными, латунными или свинцовыми молотками, а очень тонкие листы кладут на ровную плиту и выглаживают металлическими или деревянными брусками (рис. 85,б).
Правка (рихтовка) металла
Правка (рихтовка) закаленных деталей. После закалки стальные детали иногда коробятся. Правка искривленных после закалки деталей называется рихтовкой. Точность рихтовки может составлять 0,01 - 0,05 мм.




В зависимости от характера рихтовки применяют молотки с закаленным бойком или специальные рихтовальные молотки с закругленной стороной бойка. Деталь при этом лучше располагать не на плоской плите, а на рихтовальной бабке (рис. 86,а). Удары наносят не по выпуклой, а по вогнутой стороне детали.
Изделия толщиной не менее 5 мм, если они закалены не насквозь, а только на глубину 1-2 мм, имеют вязкую сердцевину, поэтому рихтуются сравнительно легко; их нужно рихтовать как сырые детали, т. е. наносить удары по выпуклым местам.
Правка закаленного угольника, у которого после закалки изменился угол между полками, показана на рис. 86,6-г. Если угол стал меньше 90°, то удары молотком наносят у вершины внутреннего угла (рис. 86,6 и г слева), если угол стал больше 90°, удары наносят у вершины наружного угла (рис. 86,в и г справа).
В случае коробления изделия по плоскости и по узкому ребру рихтовку выполняют отдельно - сначала по плоскости, а потом по ребру.
Правку короткого пруткового материала выполняют на призмах (рис. 87,а), правильных плитах (рис. 87,6) или простых подкладках, нанося молотком удары по выпуклым местам и искривлениям. Устранив выпуклости, добиваются прямолинейности, нанося легкие удары по всей длине прутка и поворачивая его левой рукой. Прямолинейность проверяется на глаз или по просвету между плитой и прутком.


Сильно пружинящие, а также очень толстые заготовки правят на двух призмах, нанося удары через мягкую прокладку во избежание забоин на заготовке. Если усилия, развиваемые молотком, недостаточны для правки, применяют ручные или механические прессы.
Правку валов (диаметром до 30 мм) на ручных прессах (рис. 88,а) выполняют так. Вал 2 укладывают на призмы 4 и 5, а нажим осуществляют винтом 3. Величину прогиба определяют здесь же в центрах 7 при помощи индикатора 6 (рис. 88,6).
Для устранения остаточных напряжений в местах правки ответственные валы медленно нагревают в течение 30 - 60 мин до температуры 400 - 500°С и потом медленно охлаждают.
Правка наклепом производится укладкой изогнутого вала на ровную плиту выпуклостью вниз и нанесением небольшим молотком частых и легких ударов по поверхности вала (рис. 89,а). После возникновения на поверхности наклепанного слоя (рис. 89,6) просвет между валом и плитой исчезает, правку прекращают.
Правка методом подогрева (безударная). Профильный металл (уголки, швеллеры, тавры, двутавры), пустотелые валы, толстую листовую сталь, поковки правят с нагревом изогнутого места (выпуклости) паяльной лампой или сварочной горелкой до вишневокрасного цвета; окружающие выпуклость слои металла охлаждают сырым асбестом или мокрыми концами (ветошью) (рис. 90).
Поскольку нагретый металл более пластичный, то при охлаждении струей сжатого воздуха нагретое место сжимается и металл выпрямляется.



