Для точной и спокойной работы круг должен быть отбалансирован, чтобы его центр тяжести совпадал с центром вращения. При работе неуравновешенным кругом обработанная поверхность получается граненой, волнистой, а опоры шпинделя при этом быстро изнашиваются. Причинами неуравновешенности круга могут быть неравномерное распределение массы в теле круга, эксцентричное расположение посадочного отверстия по отношению К наружной поверхности круга, непараллельность и неперпендикулярность торцов, неравномерная пропитка круга СОЖ, неправильный монтаж - неконцентричная установка круга и др.
При неуравновешенном круге возникает центробежная сила, которая вызывает вибрации. При скоростном шлифовании опасность разрыва круга от усилий резания уменьшается, но возрастает опасность разрыва от центробежной силы. Круг балансируют вне шлифовального станка на балансировочных стендах.
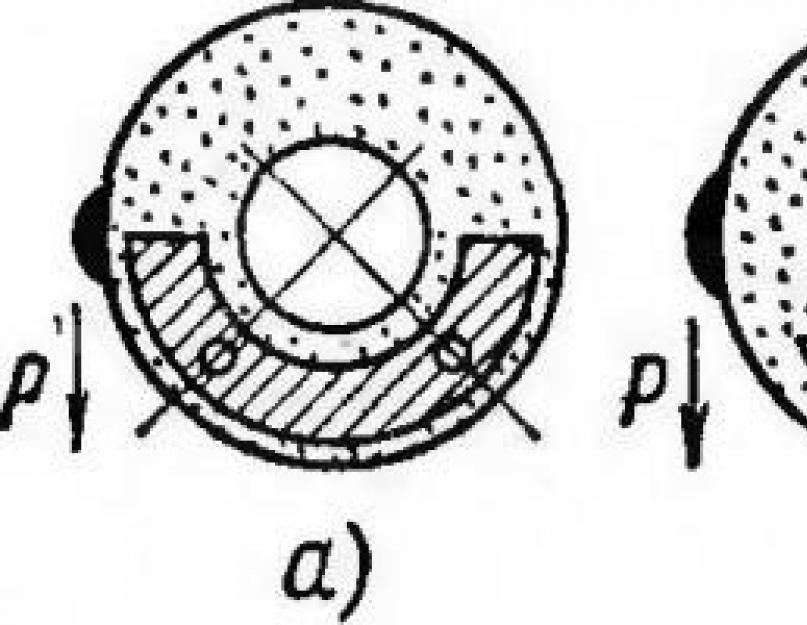
Рис. 54. Стенд для балансировки шлифовальных кругов: а - с двумя гладкими цилиндрическими вилками, б - с вращающимися дисками, в схема крепления грузиков для балансировки круга
Круг, смонтированный на оправке, устанавливают на опоры - цилиндрические валики или диски (рис. 54). Обоим устройствам (рис. 54, а, б) присущ общи й недостаток- большой момент трения, снижающий точность балансировки. Использование принципа «воздушной подушки» позволило создать рациональную конструкцию устройства для статической балансировки (рис. 55). Преимущество устройства на «воздушной подушке» в том, что оправка с кругом легко поворачивается под воздействием момента 1×10-5 Н×м. Чтобы вывести из состояния покоя оправку с кругом, установленную на цилиндрических валиках, требуется момент в 7 раз больший, а при дисках - в 40 раз больший.

Рис. 55. Конструкции устройств для статической балансировки шлифоральных кругов: а - на воздушной подушке, б - на плоскопараллельных линейках, в - с двумя парами вращающихся дисков
На шпинделе станка круги закрепляют с помощью планшайбы, в концевых выточках которых размещаются грузики - сегменты для балансировки кругов. Балансировку производят изменением положения трех грузиков в кольцевой выточке фланца шлифовального круга . Неуравновешенный круг более тяжелой частью повернется вниз. Перемещая в планшайбе грузики, добиваются, чтобы круг в любом положении на опорах оставался неподвижным. По мере износа круга балансировка его может нарушиться вследствие неравномерного распределения массы в теле круга. Поэтому целесообразно производить повторную балансировку круга. В конце смены рекомендуется прокрутить круг на рабочей скорости в течение 1-2 мин, выключив охлаждение, чтобы жидкость не скоплялась в порах нижней части круга и не нарушала балансировки.
Следующая страница>>§ 14. КРЕПЛЕНИЕ И БАЛАНСИРОВКА ШЛИФОВАЛЬНОГО КРУГА.
Балансировка шлифовального круга на станке. Балансировочные станки.
Шлифовальный круг закрепляется на фланцах. При этом нужно следить, чтобы посадка круга на шейке фланцев была свободной, но без большой качки. Допустимый зазор между кругом и шейкой фланца - 0,1 - 0,3 мм. Круг должен плотно прилегать к торцам фланцев. Оба фланца скрепляются винтами. По торцам круга ставятся картонные прокладки.
Прежде чем установить фланцы с закрепленным между ними кругом на шпиндель станка, собранный узел надо отбалансировать, т. е. добиться, чтобы общий центр тяжести круга и фланцев был на оси вращения.
Балансируют круги на специальном станке в специальном приспособлении. В процессе балансировки выявляют неуравновешенность круга и устраняют ее.
Так как круги вращаются с очень большой скоростью и имеют большие размеры, то при неуравновешенности возникает большая центробежная сила, стремящаяся отклонить круг от оси вращения.
Неуравновешенность круга увеличивает шероховатость обработанной поверхности - она получается дробленой, появляются выхваты, кроме того, быстро изнашиваются подшипники шпинделя станка. Основные причины неуравновешенности круга следующие:
а) эксцентричное расположение отверстия относительно наружной поверхности;
б) эксцентричная установка круга на шпинделе станка или во фланцах;
в) неправильная форма наружной поверхности;
г) неодинаковая плотность материала круга.
Перед балансировкой круг очищают от грязи и опилок и внимательно осматривают. Круги с трещинами не балансируют, а бракуют.
Если диаметр отверстия больше диаметра оправки, то поверхность отверстия может быть наращена специальной массой, причем толщина массы при диаметре отверстия более 50 мм - до 5 мм. Наращивание выполняют специально подготовленные рабочие.
Круги балансируют за несколько приемов. Вначале балансируют новый круг на цилиндрической оправке, укладываемой на опоры балансировочного станка. Станки бывают с опорами в виде валиков, призм и дисков (рис. 28).

Рис. 28. Балансировочные станки для балансировки шлифовальных кругов:
а - с опорами в виде валиков: 1 и 3 - валики, 2 - шлифовальный круг на оправке; б - с опорами в виде дисков: 1 и 3 - диски, 2 - шлифовальный круг на оправке
Во фланце, крепящем круг на оправке, имеется кольцевой паз, в котором перемещаются три грузика. Если круг, насаженный на оправку, положить на опоры и повернуть, то при неуравновешенности массы в какой-то части круга он повернется так, что эта масса окажется в нижнем вертикальном положении. На практике один грузик закрепляют в самом высоком положении, а два других рядом с ним. Если после этого круг толкнуть, то он будет поворачиваться до тех пор, пока грузики не окажутся внизу. Перемещением грузиков по кольцевому пазу неуравновешенную массу уравновешивают, т. е. добиваются такого положения, чтобы при любом повороте на небольшой угол круг не возвращался в исходное положение.
Отбалансированный круг крепят на шпинделе шлифовального станка и правят - придают кругу правильную геометрическую форму, после чего первоначальная балансировка нарушается, так как при правке круга снимается неравномерный слой абразива. Затем круг снимают со станка и повторно тщательно балансируют. После второй балансировки круг окончательно правят и пускают в работу. При высоких требованиях к шероховатости поверхности балансировку выполняют более двух раз. Установку балансировочного станка (см. рис. 28) тщательно проверяют по уровню.
В процессе шлифования диаметр круга постепенно уменьшается и его уравновешенность может нарушиться, поэтому при уменьшении диаметра круга на 50-60 мм его надо заново балансировать.
Выполняют балансировку круга и на самом станке.
В последнее время применяются автоматизированные устройства для балансировки.
В соответствии с требованиями стандарта все шлифовальные круги до отправки в цех испытывают на прочность на специальных станках, обеспечивающих окружную скорость вращения, в 1,5 раза превышающую рабочую.
Особо тщательно проверяют прочность скоростных кругов. Время их пробного вращения на испытательных станках составляет для круга диаметром до 90 мм - 3 мин, диаметром 475 мм - 10 мин.
При неуравновешенности заточных кругов, работающих при больших окружных скоростях, может возникнуть вибрация, ускоряющая износ шпинделя и подшипников станка, возникает опасность разрыва круга, ухудшается качество обработки, повышается расход круга и т. д. В связи с этим все круги диаметром более 125 мм и высотой 8 мм должны балансироваться перед установкой на станок. Вследствие относительно небольшой высоты круги подвергаются только статической балансировке.
Балансировка кругов может выполняться на балансировочных приспособлениях до установки их на станок или специальным механизмом без снятия со станка. Чаще круги балансируют на простейших приспособлениях, отличающихся друг от друга главным образом характером опор для установки оправки с надетым кругом.
Опорами могут быть призмы, диски и валики. Эти опоры одинаково хороши для балансировки, если они параллельны и строго горизонтальны. Простейшее приспособление для балансировки показано на рис. 18.
Рис. 18. Устройства для статической балансировки шлифовальных кругов:
а - с опорными ножами; б - с двумя парами вращающихся дисков
Для выявления статической неуравновешенности круг вместе с фланцами монтируют на балансировочной оправе и устанавливают на опорах приспособления так, чтобы он мог свободно поворачиваться относительно оси вращения. Если круг статически не уравновешен, он установится тяжелой частью вниз. Неуравновешенность обычно устраняется добавлением противовеса со стороны «легкого» места. Это достигается перемещением специальных балансировочных грузиков («сухариков»), размещаемых во фланцах или в специальных приспособлениях и устройствах. Уравновешенный круг должен оставаться неподвижным в любом положении. Величина груза, который, будучи расположен на периферии, перемещает центр тяжести на ось вращения круга, т. е. приводит круг в безразличное равновесие, служит мерой статического дисбаланса.
Предельные значения дисбаланса определены ГОСТ 3060-55 в зависимости от высоты круга, наружного диаметра и классов дисбаланса, определяющих точность изготовления круга. Для каждого из этих классов в зависимости от диаметра и высоты круга установлены предельно допустимые величины дисбаланса. У кругов 1-го класса величина дисбаланса, как правило, не превышает 0,1%, у кругов 4-го класса - 0,3%.
В табл. 4 приведены предельные значения дисбаланса для кругов высотой до 25 мм.
Если сказать просто — то достаточно элементарного эксперимента. Внимание! Данный пример приводится только для объяснения необходимости балансировки круга! Установите неотбалансированный круг на станок (например, бесцентрово-шлифовальный) и включите. Возникшая сильнейшая вибрация должна навсегда отбить желание ставить на станок неотбалансированный круг.
Почему возникает вибрация?
Вибрация возникает из-за несовпадения центра тяжести круга со своим центром вращения. И вибрация тем больше, чем больше скорость вращения круга и чем больше несбалансированность круга.
Зачем нужно балансировать круг.
При вращении несбалансированный круг создаёт большие центробежные силы, которые вызывают повышенный износ подшипников опор шпинделя, отрицательно сказываются на качестве обработки. Балансировка шлифовальных кругов проводится до момента установки на шлифовальный станок. После выполнения балансировки и правки круга на станке, в случае повышенной вибрации, может потребоваться вторая балансировка.
Для балансировки шлифовального круга используют два вида приспособлений: балансировочное приспособление с прямыми направляющими и балансировочное приспособление с дисками.
Я расскажу о балансировки шлифовального круга на приспособлении с дисками.
Круг устанавливается на оправку и закрепляется на оправке. После установки оправки с кругом на правочное приспособление, кругу дают небольшое вращение – круг должен совершить обязательно один полный оборот. Когда круг остановится, сверху круга или оправки мелом ставят метку. Проверяют ещё раз. Если метка снова вверху – нужно проводить регулировку.

Средний сухарик устанавливают внизу шайбы – напротив меловой отметки, а два остальных сухарика – примерно на одинаковом (небольшом) расстоянии от него. Таким образом получают гарантированный перевес внизу. Снова дают вращение кругу и ставят меловую отметку (новую отметку) на самом верху. После остановки круга средний сухарик передвигается напротив меловой отметки, а два крайних сухарика немного раздвигают на одинаковое расстояние от среднего сухарика. Дают еще одно проверочное вращение.
После нескольких повторений круг будет отбалансирован – шлифовальный круг после вращения будет останавливаться в разных положениях.
Сборка и подготовка шлифовальных кругов. Перед установкой на станок круги следует проверить на соответствие их твердости и зернистости значениям, указанным в технологической карте. Каждый круг необходимо тщательно осмотреть и проверить легким постукиванием деревянным молотком на наличие в нем трещин (звук должен быть чистым, без дребезжания).
Круги 1 (рис. 9.16) следует собирать на оправке 2 согласно чертежу наладки шлифовального станка. Посадка круга на оправку должна быть легкой, без применения силы во избежание его разрыва. Зазор между посадочным местом, оправкой и диаметром отверстия круга должен составлять 0,3...0,5 мм; отклонение от перпендикулярности торцов круга к его оси не должно превышать 0,15 мм (на периферии круга диаметром 500...600 мм), что достигается протачиванием торцов круга, выдерживая размеры А, В, С и D. Между кругом и фланцем нужно ставить картонные промасленные прокладки 4 толщиной до 1 мм; при закреплении кругов на планшайбе с помощью фланцев необходимо, чтобы последние были точно сцентрированы. Во избежание перекоса фланцев и разрушения круга при сборке его на планшайбе гайки 3 следует затягивать попеременно (через 180° с противоположных сторон).
Испытание на прочность . Перед работой на станке круги испытывают на прочность пробным вращением на повышенной скорости. Для этого выпускают специальные станки, обеспечивающие скорости круга в 1,5 раза выше эксплуатационной. Испытания следует проводить с выдержкой во времени на заданной испытательной скорости. Режим испытания автоматизирован. Управление осуществляют с пульта. Круг испытывают по заданной программе - разгон, выдержка на испытательной скорости и торможение до полной остановки. Частоту вращения регулируют бесступенчато. Испытательные стенды оснащают подъемно-установочными устройствами. Круг надевают на фланцы, при этом необходимо обратить внимание на то, чтобы зазор между внутренним отверстием круга и посадочными диаметрами фланцев был равномерным по всей окружности.
Балансировка кругов . Для обеспечения шлифования заготовок с высокой точностью и без вибрации круги в сборе с планшайбой должны быть отбалансированы. При работе неуравновешенным кругом обработанная поверхность получается граненой, волнистой, а опоры шпинделя при этом быстро изнашиваются. Причинами неуравновешенности круга могут быть неравномерное распределение массы в теле круга, эксцентричное расположение посадочного отверстия по отношению к наружной поверхности круга, непараллельность и неперпендикулярность торцов, неравномерная пропитка круга СОЖ, неправильный монтаж - неконцентричная установка круга и др.
При неуравновешенном круге возникает центробежная сила, которая вызывает вибрации. При скоростном шлифовании опасность разрыва круга от усилий резания уменьшается, но возрастает опасность разрыва от центробежной силы.
Круг балансируют вне шлифовального станка на балансировочных стендах. Круг, смонтированный на оправке, устанавливают на опоры - цилиндрические валики или диски (рис. 9.17). Обоим устройствам (рис. 9.17, а, б) присущ общий недостаток - большой момент трения, снижающий точность балансировки. Использование принципа «воздушной подушки» позволило создать рациональную конструкцию устройства для статической балансировки (рис. 9.18). Преимущество устройства на «воздушной подушке» состоит в том, что оправка с кругом легко поворачивается под воздействием небольшого момента сил. Чтобы вывести из состояния покоя оправку с кругом, установленную на цилиндрических валиках, требуется момент, в 7 раз больший, а при дисках - в 40 раз больший.
На шпинделе станка круги закрепляют с помощью планшайбы, в концевых выточках которых размещаются грузики - сегменты для балансировки кругов. Балансировку производят изменением положения трех грузиков в кольцевой выточке фланца шлифовального круга. Неуравновешенный круг более тяжелой частью повернется вниз. Перемещая в планшайбе грузики, добиваются, чтобы круг в любом положении на опорах оставался неподвижным. По мере износа круга балансировка его может нарушиться вследствие неравномерного распределения массы в теле круга, поэтому целесообразно производить повторную балансировку круга. Для этого рекомендуется прокрутить круг на рабочей скорости в течение 1...2 мин, выключив охлаждение, чтобы жидкость не скапливалась в порах нижней части круга и не нарушала балансировку.
В более ответственных случаях применяют балансировочные весы. При тщательном изготовлении деталей весов точность уравновешивания может быть доведена до величины остаточного смещения центра тяжести 5 мкм. Средняя продолжительность балансировки 15...20 мин. Балансировочные весы предназначены для балансировки шлифовальных кругов диаметром от 200 до 600 мм. Находят применение также устройства для балансировки кругов непосредственно на шлифовальном станке.



