Назначение, применение, последовательность вы-полнения операций. Опиливанием называется обработка поверх-ности изделия режущим инструментом - напильником, при помощи которого с обрабатываемого изделия снимается слой металла. Опиливание производится после операций рубки или резки для отделки поверхности обрабатываемого изделия и придания ему более точных размеров. В опытном или единич-ном производстве опиливание применяется также для пригон-ки деталей при сборке.
При выполнении сантехнических работ основными вида-ми опиловочных работ являются: опиливание наружных пло-ских и криволинейных поверхностей; опиливание наружных и внутренних углов, а также сложных или фасонных поверхно-стей; опиливание углублений и отверстий, пазов и выступов, пригонка их друг к другу.
Опиливание подразделяется на предварительное черновое и окончательное (чистовое и отделочное), выполняемое раз-личными напильниками. Напильник подбирают в зависимо-сти от заданной точности обработки и припуска, оставляемого на опиливание.
Инструменты и приспособления для опиливания. Напильники представляют собой режущие инструменты в виде стальных за-каленных брусков различного профиля с насеченными на ра-бочих поверхностях зубьями, которыми срезаются тонкие слои металла в виде стружки. Напильники бывают с различной дли-ной насеченной части. Насечку напильников выполняют оди-нарной (простой) и двойной (перекрестной). Напильники с одинарной насечкой, нанесенной под углом 70-80° к ребру на-пильника, срезают металл широкой стружкой, равной всей длине зуба, поэтому работа ими требует больших усилий. Такими напильниками опиливают мягкие металлы (медь, бронзу, латунь, баббит, алюминий). В напильниках с двойной насечкой одна насечка называется основной или нижней, а другая - верхней. Перекрестная насечка раздробляет стружку, что об-легчает работу слесаря. У напильников с перекрестной насеч-кой нижняя насечка обычно выполняется под углом 55°, а верхняя - под углом 70°. Шаг, т.е. расстояние между двумя со-седними зубьями, у нижней насечки больше, чем у верхней. В результате зубья располагаются друг за другом по прямой, со-ставляющей угол с осью напильника, и при движении напиль-ника следы зубьев частично перекрывают друг друга. Благода-ря этому на обрабатываемой поверхности не остается глубоких канавок, и она получается чистой и гладкой.
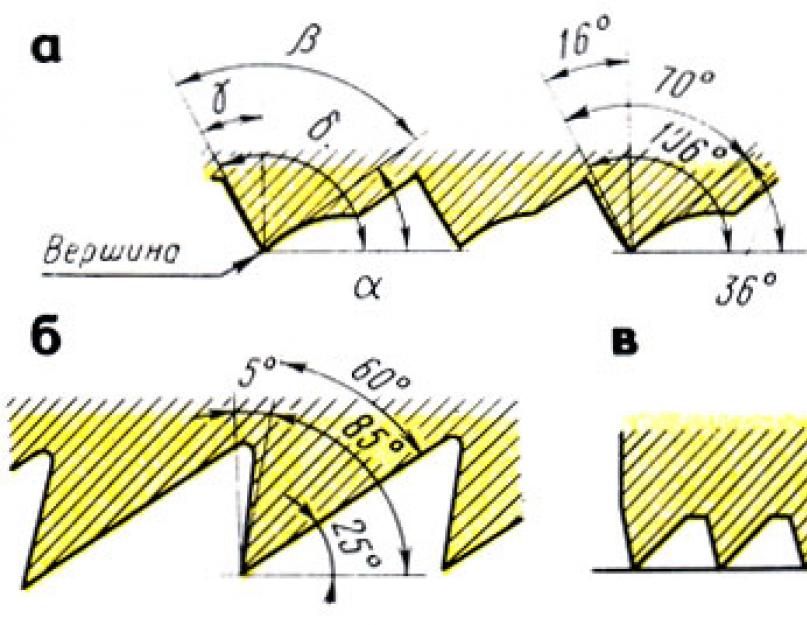
Зубья насекают на насекальных станках специальным зу-билом или получают фрезерованием, шлифованием, протяги-ванием. Каждый способ дает свой профиль зуба. Установлены следующие углы зубьев напильника:
- для напильников с насеченными зубьями угол резания δ = 106°, задний угол α = 36°, угол заострения β = 70°, передний угол γ отрицательный - до 16°;
- для напильников с фрезерованными и шлифованными зубья-ми δ = 80-88°, α = 20-25°, β = 60-63°, γ = 2-10°.
Напильники делятся на обыкновенные, специальные, рашпили и надфили.
К обыкновенным относятся напильники плоские (тупоно-сые и остроносые), квадратные, трехгранные, полукруглые и круглые.
К специальным напильникам относятся: ножовочные, ром-бические (мечевидные), плоские с овальными ребрами, оваль-ные, а также напильники-брусовки и др.; в виде круглых дис-ков с насечками, нанесенными по окружности и на боковых сторонах.
Рашпили - напильники с особым видом насечки - рашпильной. Подразделяются они на плоские тупоносые, плоские остроносые, полукруглые, круглые.
Надфили (мелкие напильники) делятся на плоские тупоно-сые, плоские остроносые, трехгранные, квадратные, полукруг-лые, круглые, овальные, ромбические, ножовочные.
По числу насечек, приходящихся на 1 см длины, напильни-ки делятся на шесть классов:
- 1-й класс - напильники драчовые (крупная насечка), при-меняемые для грубого чернового опиливания;
- 2-й класс - на-пильники личные (мелкая насечка), применяемые для чисто-вой обработки поверхностей;
- 3-й, 4-й, 5-й и 6-й классы - на-пильники бархатные с мелкой и очень мелкой насечкой, применяемые для пригонки деталей.
Опиливание открытых и закрытых плоских поверхностей под прямым, острым и тупым углами. При опиливании изделие зажи-мают в тисках так, чтобы обрабатываемая поверхность высту-пала над губками тисковна высоту 5-10 мм. Зажим производят между нагубниками. При опиливании надо стоять перед тиска-ми слева или справа (смотря по надобности), повернувшись на 45° к оси тисков. Левую ногу выдвигают вперед в направлении движения напильника, правую ногу отставляют от левой на 20-30 см так, чтобы середина ее ступни находилась против пятки левой ноги. Напильник берут в правую руку за рукоятку, упирая ее головкой в ладонь; большой палец кладут на ручку вдоль, остальными пальцами поддерживают ручку снизу.
Положив напильник на обрабатываемый предмет, накла-дывают левую руку ладонью поперек напильника на расстоя-нии 20-30 мм от его конца. При этом пальцы должны быть по-лусогнуты, а не поджаты, чтобы их не поранить об острые края обрабатываемого изделия. Локоть левой руки приподнимают. Правая рука от локтя до кисти должна составлять с напильни-ком прямую линию. Напильник двигают обеими руками впе-ред (от себя) и назад (на себя) плавно на всю его длину. При движении напильника вперед на него нажимают руками, но не одинаково. По мере его продвижения вперед усиливают нажим правой руки и ослабляют нажим левой. При движении напиль-ника назад на него не нажимают. Рекомендуется делать от 40 до 60 двойных движений напильника в минуту.
При опиливании плоскостей напильник перемещают не только вперед, но и вправо или влево, чтобы спиливать равно-мерный слой металла со всей плоскости. Качество опиливания зависит от умения регулировать силу нажима на напильник, которое достигается только в процессе практических работ по опиливанию. При нажиме на напильник с постоянной силой в начале рабочего хода происходит его отклонение рукояткой вниз, а в конце рабочего хода - передним концом вниз. При та-кой работе края обрабатываемой поверхности будут находить-ся на разной высоте.
Опиливанием называется снятие слоя с поверхности заготовки посредством напильника.
Напильники представляют собой режущий инструмент в виде стальных закаленных брусков с насечкой на поверхности. Материал У13, У13А, а также хромистая шарикоподшипниковая сталь ШХ15.
Имеют различную форму плоскую, квадратную, трехгранную, полукруглую, круглую, ромбические, ножовочные. С различным числом насечек, приходящихся на 1 пог.см рабочей части (драчевые, личные и бархатные).
Три типа: обыкновенные, надфили и рашпили, алмазные напильники и надфили.
Напильники бывают:
с одинарной насечкой могут снимать широкую стружку, их применяют при опиливании мягких металлов, а также неметаллов.
с двойной или перекрестной насечкой, для стали чугуна и др. твердых материалов. В этих напильниках сначала насекается нижняя, глубокая насечка, называемая основной, а по верх неё верхняя, неглубокая, называемая вспомогательной, которая разрубает основную насечку на зубья.
перекрестная насечка размельчает стружку, что облегчает работу.
Дуговая насечка имеет большие впадины между зубьями и дугообразную форму, обеспечивающую высокую производительность и хорошее качество.
Рашпильная насечка – зубья в шахматном порядке. Для мягких металлов и неметаллов.
Выбор напильников:
Для грубого опиливания до 0,5 мм применяют драчевые напильники, позволяющие за один ход снять слой металла 0,08- 0,15 мм.
Личные – для более чистой отделки на 0,15 мм. Снимают 0,05-0,08 мм за один ход. Достигается 7-8 кл чистоты.
С бархатной насечкой – самая точная отделка, шлифование с точностью до 0,01-0,05 мм. Снимают 0,01-0,03 мм. Шероховатость 9-12 кл чистоты.
Шаберы – стальные полосы или стержни с рабочими гранями. Бывают плоские, трехгранные, фасонные с рукоятками, с остро заточенными рабочими поверхностями.
Требования. Острый, ровный хвостовик, ручка с кольцом, без трещин, при ударе по наковальне издает чистый звук.
Ручка сначала просверливается, потом прожигается хвостовиком старого напильника и забивается ударами головкой ручки о верстак.
При опиливании мягких и вязких металлов натирают мелом, алюминия – стеарином. Предохранять их от влаги и масла, поэтому не протирать рукой. Периодически очищать от стружки стальными щетками.
Брак . Неровность поверхности и завалы краев, лишнего сняли или не досняли.
Безопасность . Можно поранить руку хвостовиком, при неисправной рукоятке, или повредить пальцы левой руки при обратном ходе. Нельзя очищать напильник от стружки голыми руками, сдувать их или удалять сжатым воздухом, можно повредить руки и глаза. Работать лучше с головным убором т.к. стружку из волос трудно удалить.
Сверление.
Сверлением называется процесс образование отверстий в режущем материале режущим инструментом – сверлом.
Рассверливание – увеличение диаметра имеющегося отверстия.
Чистота обработки – 1-3класса шероховатости.
Применяется для получения неответственных отверстий, невысокой степени точности и невысокого класса шероховатости, например под крепежные болты, заклепки, шпильки, под резьбу, развертывания, и зенкерование.
Спиральное сверло – двузубый режущий инструмент, состоящий из 2-х основных частей: рабочей и хвостовика. Рабочая часть сверла состоит из цилиндрической (направляющей) и режущей частей. На цилиндрической части имеются две винтовые канавки, расположенные одна против другой. Их назначение – отводить стружку.
Для уменьшения трения сверло имеет обратный конус 0,1 мм на каждые 100 мм длины.
Зуб – это выступающая часть сверла, имеющие режущие кромки.
Угол между режущими кромками оказывает существенное влияние. При его увеличении повышается прочность сверла, но возрастает усилие подачи. С уменьшением угла резка облегчается, но ослабляется режущая часть. Величина угла выбирается в зависимости от твердости материала.
Сталь и чугун……………………………………….116-118 о
Закаленная сталь, медь красная……………………125
Латунь и бронза, алюминий………………….…….130-140
Силумин……………………………………………...90-100
эбонит………………………………………………...85-90
мрамор………………………………………………..80
пластмассы………………………………………..…50-60
Хвостовики
у сверла до 10 мм цилиндрический (обычно) и крепится в патроне. У хвостовика имеется поводок для дополнительной передачи крутящего момента.
Сверла большего диаметра имеют конический хвостовик. На конце – лапка, не позволяющая сверлу провертываться в шпинделе и служащая упором при выбивании сверла из гнезда. Размеры 0,1,2,3,4,5,6 с разными размерами конуса
Изготавливаются – У10, У12А, хромистой 9Х, хромокремнистой 9ХС, быстрорежущей Р9, Р18, металлокерамические сплавы марок ВК6, ВК8 и Т15К6, с корпусами из стали марок Р9,9ХС и 40Х.
Сверла с пластинками из твердых сплавов применятся для чугуна, закаленной стали, пластмасс, стекла, мрамора.
Бывают сверла с отверстиями для подвода охлаждающей жидкости к режущим кромкам сверла.
При сверлении затупившееся сверло очень быстро нагревается, настолько, что произойдет отпуск стали, и сверло станет негодным. Поэтому сверла охлаждают.
Сталь………………………………….мыльная эмульсия или смесь минерального и жирного мала.
Чугун………………………………….мыльная эмульсия или в сухую
Медь…………………………………..мыльная эмульсия или сурепное масло
Алюминий…………………………….мыльная эмульсия или в сухую
Дюралюминий………………………..мыльная эмульсия, керосин с касторовым или сурепным маслом
Силумин………………………………мыльная эмульсия или смесь спирта со скипидаром.
Износ сверла обнаруживается по резко скрипящему звуку.
Заточку ведут с охлаждением водно-содовым раствором. Затачивают сверло следующим образом: слегка прижимая режущую кромку к поверхности абразивного круга так, чтобы режущая часть приняла горизонтальное положение, прилегая задней поверхностью к кругу. Плавным движением правой руки, не отнимая сверла от круга, поворачивают сверло вокруг своей оси, соблюдая правильный наклон, затачивают заднюю поверхность, при этом следят за тем, чтобы режущие кромки были прямолинейны, имели одинаковую длину и были заточены под одинаковыми углами.
Сверла с режущими кромками разной длины или с разными углами их наклона будут сверлить отверстия больше своего диаметра.
Сверлят ручными, электрическими, пневматическими дрелями и Эл. станками.
Меры безопасности к ручным дрелям :
Работать в резиновых перчатках на резиновом коврике.
Проверить провод;
Щетки должны быть хорошо прошлифованы, при нормальной работе не искрят.
Меры безопасности к сверлильным станкам:
Работать в спецодежде с головным убором, хлястики и рукава застегнуть (свисающие части одежды и волосы могут захватиться шпинделем или сверлом)
Не работать на станке в рукавицах.
Проверить исправность заземления
Проверить наличие заграждения
Проверить в холостую вращение, осевое перемещение шпинделя и работу механизма подачи, закрепление стола
Прочно закреплять детали и не удерживать их руками в процессе обработки;
Конические сверла крепят непосредственно в коническом отверстии шпинделя или через переходные конические втулки. Удаляются при помощи клина через прорезь.
Цилиндрические в патронах
Не оставлять ключа в сверлильном патроне после смены сверла;
Не браться за вращающее сверло и шпиндель;
Не вынимать сломанное сверло рукой;
Не нажимать сильно на рычаг подачи при сверлении заготовок на проход, особенно сверлами малого диаметра.
Подкладывать деревянную подкладку на стол под шпиндель при смене сверла;
Не передавать предметы через работающий станок;
Не опираться на станок во время его работы.
Не удалять стружку из отверстий пальцами и не сдувать её. Это надо делать кручком или щеткой и только после остановки станка
Обязательно останавливать станок при смене сверла, уборке или ухода.
Опиливанием называется операция по обработке металлов и других материалов снятием небольшого слоя напильниками вручную или на опиловочных станках.
С помощью напильника слесарь придает деталям требуемую форму и размеры, производит пригонку деталей друг к другу, подготовляет кромки деталей под сварку и выполняет другие работы.
При помощи напильников обрабатывают плоскости, криволинейные поверхности, пазы, канавки, отверстия любой формы, поверхности, расположенные под разными углами, и. т. п. Припуски на опиливание оставляются небольшими - от 0,5 до 0,025 мм. Точность обработки опиливанием от 0,2 до 0,05 мм, в отдельных случаях до 0,001 мм.
Ручная обработка напильником в настоящее время в значительной степени заменена опиливанием на специальных станках, но полностью ручное опиливание эти станки вытеснить не могут, так как пригоночные работы при сборке и монтаже оборудования часто приходится выполнять вручную.
Напильник (рис. 134) представляет собой стальной брусок определенного профиля и длины, на поверхности которого имеются насечки (нарезки), образующие впадины и острозаточенные зубцы (зубья), имеющие в сечении форму клина. Напильники изготовляют из стали У13 или У13А (допускается легированная хромистая сталь ШХ15 или 13Х), после насекания подвергают термической обработке.
Напильники подразделяют: по крупности насечки, по форме насечки, по длине и форме бруска, по назначению.
Виды и основные элементы насечек. Насечки на поверхности напильника образуют зубья, которые снимают стружку с обрабатываемого материала. Зубья напильников получают на пилонасекательных станках при помощи специального зубила, на фрезерных станках - фрезами, на шлифовальных станках - специальными шлифовальными кругами, а также путем накатывания, протягивания на протяжных станках - протяжками и на зубонарезных станках. Каждым из указанных способов насекается свой профиль зуба. Однако независимо от способа получения насечки каждый зуб имеет задний угол а, угол заострения р, передний угол у и угол резания 5 (рис. 135).
У напильников с насеченными зубьями (рис. 135, а) с отрицательным передним углом (γ от -12 до -15°) и сравнительно большим задним углом (α от 35 до 40°) обеспечивается достаточное пространство для размещения стружки. Получающийся при этом угол заострения β = 62 (до 67°) обеспечивает прочность зуба.

Напильники с фрезерованными или шлифованными зубьями (рис. 135, б) имеют положительный передний угол γ = 2 (до 10°). У них угол резания меньше 90° и, значит, меньше усилие резания. Большая стоимость Фрезерования и шлифования ограничивает применение этих напильников.
Для напильников с зубьями, полученными протягиванием (рис. 135, в), γ = - 5°, β = 55°, α = 40° , δ = 95°.
Протянутый зуб имеет впадину с плоским дном. Эти зубья лучше врезаются в обрабатываемый металл, что значительно повышает производительность труда. Кроме того, напильники с такими зубьями более стойки, так как зубья не забиваются стружкой.
Чем меньше насечек на 1 см длины напильника, тем крупнее зуб. Различают напильники с одинарной, т. е. простой насечкой (рис. 136, а), с двойной, или перекрестной (рис. 136, б), точечной, т. е. с рашпильной (рис. 136, в), и дуговой (рис. 136, г).

Напильники с одинарной насечкой могут снимать широкую стружку, равную длине всей насечки. Их применяют при опиливании мягких металлов (латуни, цинка, баббита, свинца, алюминия, бронзы, меди и т. п.) с незначительным сопротивлением резанию, а также неметаллических материалов. Кроме того, эти напильники используют для заточки пилг ножей, а также для обработки дерева и пробки. Одинарная насечка наносится под углом λ = 25° к оси напильника.
Напильники с двойной (т. е. перекрестной) насечкой применяют для опиливания стали, чугуна и других твердых материалов с большим сопротивлением резанию. В напильниках с двойной насечкой сначала насекается нижняя - глубокая насечка, называемая основной, а поверх нее - верхняя, неглубокая насечка, называется вспомогательной; она разрубает основную насечку на большое количество отдельных зубьев.
Перекрестная насечка больше размельчает стружку, что облегчает работу. Основная насечка выполняется под углом λ = 25°, а вспомогательная - под углом ω = 45°.
Расстояние между соседними зубьями насечки называется шагом S. Шаг основной насечки больше шага вспомогательной. В результате зубья располагаются друг за другом по прямой, составляющей с осью напильника угол 5°, и при его движении следы зубьев частично перекрывают друг друга, поэтому на обработанной поверхности уменьшается шероховатость, поверхность получается более чистой и гладкой.
Рашпильная (точечная) насечка получается вдавливанием металла специальными трехгранными зубилами, оставляющими расположенные в шахматном порядке вместительные выемки, способствующие лучшему размещению стружки. Рашпилями обрабатывают очень мягкие металлы и неметаллические материалы (кожу, резину и др.).
Дуговую насечку получают фрезерованием. Насечка имеет большие впадины между зубьями и дугообразную форму, обеспечивающую высокую производительность и повышенное качество обрабатываемых поверхностей. Эти напильники применяют при обработке мягких металлов (медь, дюралюминий и др.).
4.50 /5 (90.00%) проголосовало 6
Опиливание металла. Обработка металла напильником.
Что такое опиливание металла?!
Опиливанием называется обработка поверхности вручную при помощи напильников. Напильником называют инструмент с большим количеством насечек или нарезок, образующих очень мелкие зубья, которые служат для снятия стружки при поступательном движении напильника (рис. 1).

Рис. 1. Напильник:
1 – нос; 2 – грань (широкая и узкая); 3 – ребро; 4 – пятка; 5 – хвост; 6 – ручка.
Названия напильников.
Напильники можно разделить на обычные, надфили, рашпили и машинные напильники. Напильники изготовляются с однорядной и двухрядной насечкой. По величине шага насечки напильники с крупным шагом называют драчевыми, со средним шагом - личными, с небольшим шагом - бархатными.
Формы напильников.
По форме напильники бывают: плоские тупоносые и остроносые с гладким или с насеченным ребром, полукруглые, квадратные трехгранные и круглые (рис. 2).

Рис. 2. Формы напильников:
а – плоский; б – полукруглый; в – квадратный; г – трехгранный; д – круглый; е – надфиль.
В котельном производстве опиловка применяется в редких случаях:
— при небольших поделочных работах;
— для особо тщательной пригонки деталей.
Так как операция опиловки очень дорогая и малопроизводительна.
Хранение напильников.
Напильники следует хранить в инструментальном ящике, разложенными в один ряд, с промежутками между ними, предохранять от попадания на них грязи, масла, воды и особенно наждачной пыли. После работы напильники нужно очищать стальными щетками от грязи и частиц металла.
Как насадить ручку на напильник?!
Напильники имеют деревянные ручки с металлическим кольцом на шейке. Во избежание появления трещины насадку ручки нужно производить осторожно. Хвост напильника постепенно вращательным движением вводится в небольшое отверстие, высверленное в торце шейки ручки. Заостренные кромки хвоста напильника рассверливают отверстие. Одновременно с этим постукивают головкой ручки по верстаку. После некоторого углубления ручку снимают и очищают хвост напильника от древесной стружки. Затем операцию повторяют, пока ручка не сядет плотно до нижних краев напильника. Иногда вместо рассверливания применяют прожигание отверстия в ручке нагретым докрасна тонким стальным стержнем.
Техника опиливания.
Успех и точность опиловки зависят от правильного нажима на напильник и поддержания напильника при работе в положении, параллельном опиливаемой поверхности.
Опиливание происходит скорее, если темп движений незначительный, а сила нажима на напильник большая. При опиливании широких поверхностей работа проходит легче и правильнее, так как сама плоскость является хорошей направляющей.
§ 11. Общие сведения
Опиливанием называется снятие слоя с поверхности заготовки (детали) с помощью режущего инструмента - напильника.
Опиливание производят, чтобы получить определенную форму, точные размеры, гладкую прямолинейную или криволинейную поверхность, чтобы подогнать детали одна к другой, а также для образования наружных и внутренних углов, обработки отверстий, снятия фасок; Мелкие детали опиливают в тисках, установленных в мастерской, а крупные - на месте заготовки и сборки их. Напильник представляет собой стальной закаленный брусок с насеченными на рабочих поверхностях правильно расположенными мелкими зубьями. Насечка напильника может быть одинарной под углом 70-80° к ребру напильника и двойной (перекрестной). При двойной насечке нижнюю делают под углом 55°, а верхнюю- под углом 70°. Угол заострения зуба напильников- 70°.
Зубьями напильника с поверхности металла срезают небольшой слой в виде стружки. Напильниками с одинарной насечкой срезают широкую стружку, а с двойной насечкой - мелкую.
Напильники разделяются: по крупности насечки (номеру), по длине и форме (35).
В зависимости от числа насечек на 1 см длины напильники бывают: драчевые (№ 0 и 1) с крупной насечкой, личные (№ 2) с более мелкой насечкой и бархатные (№ 3, 4) с очень мелкой насечкой. Драчевые напильники применяют для предварительной, грубой обработки, личные - для чистовой, отделочной обработки и бархатные - для окончательной, точной отделки изделия. Драчевыми напильниками за один рабочий ход, в зависимости от твердости металла, можно снять слой толщиной 0,5-1 мм с погрешностью обработки не более 0,2-0,5 мм; личными - толщиной 0,1-0,3 мм с погрешностью обработки не более 0,02 мм; бархатными можно обработать поверхность детали с погрешностью не более 0,01-0,005 мм.
Напильники состоят из носа - конца насеченной части напильника, тела - рабочей насеченной части, пятки - ненасеченной части тела напильника и хвостовика - части напильника, на которую надевают ручку. Напильники изготовляют длиной от 100 до 400 мм. Размер напильника следует выбирать соответственно величине обрабатываемой поверхности. Напильник должен быть на 150 мм длиннее опиливаемой поверхности. В зависимости от вида обрабатываемых поверхностей изделий и от характера работ применяют напильники с профилем различной формы: плоские, полукруглые, квадратные, трехгранные, ромбические и круглые. Плоские и плоские остроносые напильники используют для опиливания наружных и внутренних плоских поверхностей, а также пропиливания шлицев и канавок; полукруглые- для опиливания криволинейных поверхностей вогнутой формы, для выпиливания закруглений в углах; квадратные - для распиливания квадратных прямоугольных и многоугольных отверстий, а также опиливания узких плоских поверхностей; трехгранные - для опиливания острых углов как с внешней стороны детали, так и в пазах, отверстиях и канавках; круглые - для выпиливания круглых и овальных отверстий.
На хвостовик напильника надевают деревянную ручку круглой формы с утолщением в середине. Ручки изготовляют из древесины твердых пород: березы, клена, бука. Чтобы ручка не раскололась при насадке на напильник и при работе, на конец ее надевают стальное кольцо.
Для удлинения сроков службы напильников следует правильно обращаться с ними, своевременно очищать насечку напильника от застрявшей стружки и предохранять от масла и воды. От грязи или частиц металла напильник очищают стальными щетками. Не следует рабочую часть напильника брать масляными руками и класть напильники на масляный верстак. При опиливании мягких металлов напильник рекомендуется предварительно натереть мелом. Это предохранит его от, забивания металлическими опилками и облегчит очистку от опилок.
§ 12. Приемы опиливания
Опиливаемое изделие, чтобы придать ему устойчивое положение, прочно зажимают в тисках.
Слой ржавчины и окалины на заготовке и корку отливки опиливают старым драчевым напильником, чтобы не портить хороший, который при этом быстро изнашивается. Затем приступают к черновой обработке детали годным драчевым напильником и после этого окончательно обрабатывают личным напильником. Чтобы при окончательном опиливании не портить губок тисков, на них надевают накладки из меди, латуни, свинца или алюминия.
Чистота и точность опиливания зависят от установки тисков, положения корпуса рабочего у тисков, приемов работы и положения напильника.
При установке тисков верх их губок должен быть на уровне локтя работающего. Правильное положение рабочего у тисков показано на рис: 36. При опиливании необходимо стоять сбоку тисков- вполоборота, на расстоянии около 200 мм от края верстака. Корпус должен быть прямым и повернут на 45° к продольной оси тисков.
Ноги расставлены на ширину ступни, левая нога выдвинута немного вперед по направлению движения напильника. Ступни ног расставляют примерно на 60° одна к другой. При работе корпус слегка наклоняют вперед. Такое положение корпуса и ног обеспечивает наиболее удобное и устойчивое положение работающего, движение рук становится свободным.
Во время опиливания напильник удерживают^ правой рукой, упирая головку ручки в ладонь. Большой палец руки кладут поверх ручки, а остальными пальцами поддерживают ручку снизу. Левую руку накладывают на конец напильника около его носа и нажимают на напильник. При грубом опиливании ладонь левой руки кладут на расстоянии около 30 мм от конца напильника, полусогнув пальцы, чтобы не поранить их о края изделия во время работы.
При чистовом опиливании конец напильника удер-жпплют левой рукой между большим пальцем, расположенным на верху напильника, и остальными пальцами - в низу напильника. Напильник двигают вперед и назад плавно по всей его длине.
Изделие зажимают в тиски так, чтобы опиливаемая поверхность выступала над губками тисков на 5-10 мм. Во избежание выемок и завалов по краям при движении напильника вперед его равномерно прижимают ко всей обрабатываемой поверхности. На напильник нажимают только при движении его вперед. При обратном движении напильника нажим ослабляют. Скорость движения напильника 40-60 двойных ходов в минуту.
Для получения правильно обработанной плоскости изделие опиливают перекрестными штрихами попеременно с угла на угол. Вначале поверхность опиливают справа налево, а затем слева направо. Таким образом, поверхность опиливают до тех пор, пока не будет снят необходимый слой металла.
После окончательного опиливания первой широкой плоскости плитки приступают к опиливанию противоположной поверхности. При этом требуется получить параллельные поверхности заданной толщины. Вторую широкую поверхность опиливают перекрестными штрихами.
Точность обработки поверхности и точность углов проверяют линейкой и угольником, а размеры - кронциркулем, нутромером, масштабной линейкой или штангенциркулем.
При заготовке трубопроводов и изготовлении деталей для санитарно-технических систем опиливают торцы труб и плоскости деталей. Брак при опиливании - это снятие лишнего слоя металла и уменьшение размеров изделия по сравнению с требуемыми, неровность опиливаемой поверхности и появление «завалов». В процессе опиливания следует пользоваться контрольно-измерительными инструментами и систематически проверять размеры обрабатываемых деталей.
При опиливании необходимо выполнять следующие правила техники безопасности: ручку на напильник надо насаживать прочно, чтобы во время работы она не соскочила и не поранила хвостовиком руку; тиски должны быть исправны, в них надо прочно закреплять изделие; верстак следует прочно укреплять, чтобы он не качался; при опиливании деталей с острыми кромками нельзя поджимать пальцы под напильник при его обратном ходе; стружку разрешается убирать только щеткой-сметкой; после работы напильники необходимо очищать от грязи и стружки металлической щеткой; не рекомендуется класть напильники один на другой, так как от этого портится насечка.
Для механизации опиловочных работ применяют ручной электрический и пневматический инструмент, а также опиловочные станки с пневматическим приводом и гибким валом. На конец гибкого вала надевают особое устройство, преобразующее вращательное движение в возвратно-поступательное. В это приспособление вставляют напильник, которым опиливают детали.
Пневматический напильник (37) состоит из рабочего инструмента /, головки 2 для его закрепления, преобразователя движения 3, редуктора 4 и электродвигателя 5. Длина хода напильника 12 мм, число двойных ходов в минуту 1500.



