
Установка и пайка SMD элементов в домашних условия — в наше время все большую популярность приобретает сборка электронных устройств именно на компонентах SMD, предназначенных для установки на поверхность платы. Такая технология монтажа обусловлена максимально плотной компоновкой деталей, да и в плане экономики является технологически дешевым производством. В интернете можно найти множество статей посвященных методам монтажа таких электронных компонентов, но у каждого радиолюбителя есть свои способы работы с СМД-деталями, так и я в своей статье хочу поделится своими навыками в проведении поверхностного монтажа электронных деталей как с начинающими радиолюбителями, так и с теми куму еще не доводилось работать с SMD.
Внимание! Все картинки кликабельны.
Необходимые инструменты и материалы
Немного об инструментах и материалах, которые потребуются в процессе работы. Обязательно должен быть хороший пинцет, иголка (можно от шприца), для нанесения флюса потребуется шприц с толстой иглой, кусачки, легкоплавкий припой, а так как сами детали миниатюрные и не вооруженным глазом с ними затруднительно работать, поэтому потребуется еще увеличительное стекло. А в идеале не плохо бы иметь у себя прибор такой как налобная лупа, например вот такой марки: MG81001-3LED — это увеличительное стекло с набором трехмерных линз и встроенной светодиодной подсветкой. И еще обязательным материалом должен быть у вас жидкий флюс, например F-3 или самостоятельно приготовленный из порошка чистой канифоли и спирта, но все же рекомендуется пользоваться флюсами промышленного производства, в продаже их выбор огромен.

В бытовых условиях паять SMD-детали предпочтительнее всего горячим воздухом, для этого существуют специальные паяльные станции, а вместо обычного паяльника установлен электрический фен. Такое оборудование сейчас в продаже присутствует то же в большом количестве, а если китайского производства, то и цены невысокие. Вот здесь на фото показан такой китайский прибор, название трудно произносится, но работает эта станция уже около трех лет и пока безотказно.

Естественно нужен будет не большой паяльник с тонким наконечником, куда без него? Преимущество здесь отдается набору паяльных жал «Микроволна», изготовленных по технологии немецкой фирмой Ersa c 80-летним стажем. В наборе имеются жало разнообразных форм и назначений, более распространенная конструкция это жало с внутренним углублением, в котором скапливается дозированное количество припоя и удобно при работе с деталями плотной компоновки, а так же уменьшается вероятность залипания между близко расположенными выводами микросхем. Обязательно приобретите такой набор сменных паяльных жал, который намного облегчит вам пайку. В случаи если вы пока не обзавелись такими наконечниками, то можно паять и обычным тонким конусным жалом.

На заводских конвейерах монтаж SMD деталей производится методом нанесение на плату специальной пасты, затем с помощь роботов размещаются компоненты на свои установочные места, тем самым прилипая к паяльной пасте и по конвейеру отправляются в термическую печь, В печи происходит нагрев плат до заданной температуры. В процессе нагрева, флюс из паяльной пасты испаряется, а припой расплавляясь образует надежное контактное соединение детали с печатной платой.

Отталкиваясь от заводских технологий можно попытаться воспроизвести эти работы в условиях домашней мастерской. Паяльную пасту сейчас приобрести думаю не составит труда, так как она имеется в магазинах электроники и на радио-рынках в широком ассортименте. Что бы наносить пасту на плату в дозированном количестве, нужно воспользоваться тонкой иголкой от шприца. Я думаю наиболее подходящим вариантом будет применение самого шприца, в который набирается паста, а потом выдавливается на контактные площадки платы. На фото показано как не надо делать, то есть выдавлено слишком большое количество пасты, особенно в левой части платы.

Тем не менее продолжаем работу по установке компонентов. На площадки с нанесенной пастой размещаем детали, на данный момент это конденсаторы и резисторы. На этой стадии компоновки без пинцета никак не обойтись, при чем пинцет должен быть желательно с загнутыми концами, мне например таким удобнее пользоваться.

Для одноразовой установки деталей можно конечно обойтись и без пинцета, скажем взять зубочистку, а ее кончик смазать каким то липким веществом, можно тем же флюсом, то вполне возможно установить компонент на площадку. Здесь просто кто как приспособиться.
После завершения компоновки деталей и установки их на предназначенные места, начинается процесс нагревания горячим воздухом. Легкоплавкий припой начинает плавится при температуре +178°С, а значение температуры горячего воздуха нужно устанавливать регулятором на паяльной станции в пределах +250°С, затем расположив наконечник фена на расстоянии примерно 100 мм, начинать осторожно греть плату при этом постепенно приближая сопло фена ближе к плате. Нужно быть внимательнее с давлением горячего воздушного потока, в случаи его сильного напора, велика вероятность сдувания всех деталей с платы. Так же как и в промышленном производстве, в нагревательной печи флюс испаряется при нагреве, а припой расплавляясь меняет свой цвет, и постепенно из темного превращается в светлый и блестящий. На снимке ниже показан именно момент его расплавление.

После завершения расплавления припоя, сопло фена нужно медленно отвести от поверхности печатной платы, тем самым дать возможность ей остыть. На фото показано, что в итоге вышло. Исследования показали: большие капли припоя в торцах деталей говорят о том, что пасты в этих местах избыточно, а где мало припоя — значит было мало пасты.

Может такое случиться, что в вашем регионе паяльная паста отсутствует или она для вас слишком дорогая, то есть вариант пайки без применения пасты. Этот способ будет показан на фото, а в качестве примера послужит микросхема. Вначале нужно на все площадки, куда будут устанавливаться компоненты, покрыть толстым слоем припоя, то есть применить лужение.

На снимках должно быть видно, контактные площадки покрыты припоем так, что они образуют некий бугорок. Здесь одним из важных условий является равномерное нанесение припоя на все площадки, то есть бугорки по высоте должны быть одинаковы.После того как вы произвели лужение, на места установки элементов капаем из шприца немного флюса и немного подождем пока он загустеет. В таком состоянии к флюсу легче будут прилипать SMD-детали. С особой аккуратностью с помощью пинцета устанавливаем микросхему на отведенное для нее место. Совместить выводы микросхемы с площадками на плате, это уже дело принципа.

Вблизи микросхемы я расположил некоторое количество пассивных элементов, керамические и полярные конденсаторы. Что бы избежать выпадания деталей с платы под воздействием горячей струи воздуха от фена, начинаем греть плату как уже писалось выше, с некоторым удалением сопла фена от поверхности деталей. Главное не торопитесь с прогревом, не аккуратное движение струей воздуха и мелкие детали все разлетятся.

Вот посмотрите, что вышло в результате этих действий. На снимке видно, что емкости припаяны, как и должно быть, а вот несколько ножек микросхемы, обозначенные красным цветом не припаялись. Это брак может быть вызван несколькими причинами, такие как недостаточно припоя на площадках или мало было нанесено флюса. Исправляется это обыкновенным паяльником с тонким конусным наконечником. Нужно опять добавить немного флюса на площадку и пропаять с добавлением припоя. Для предупреждения таких дефектов нужно всегда пользоваться лупой.

У тех радиолюбителей, у кого нет паяльной станции можно обходится, как было сказано выше, простым паяльником. Ниже, на картинках показаны примеры пайки резисторов и две микросхемы при помощи паяльника. В качестве первого примера будет резистор. На заранее подготовленные контактные площадки, то есть уже с нанесенным на них припоем и флюсом устанавливаем резистор. Чтобы избежать его сдвига во время пайки, его нужно прижать шилом или иглой.

Далее хватает кратковременного прикосновения жалом паяльника вывода детали на площадке и компонент тут же будет припаян. Старайтесь набирать припой жалом паяльника не очень много, иначе из-за излишек может произойти затекание припоя относительно соседних выводов или дорожек.
Вот здесь результат пайки резистора

Качество конечно оставляет желать лучшего, но зато надежно. Снижение качества пайки происходит из-за неудобства одновременно паять, прижимать резистор и делать фото, то есть проблема в отсутствии «третьей руки».
Остальные электронные компоненты припаиваются аналогичным способом. Что касается меня, то вначале я припаиваю к контактной площадке основание мощного транзистора, при этом припой не экономлю. Части припоя необходимо затечь под корпус полупроводника, что создаст дополнительный надежный электрический и тепловой контакт.

Что бы не было сомнений в надежности пайки, то когда начинаете паять деталь, пошевелите иглой корпус транзистора, он должен немного скользить, это доказывает что припой под корпусом полностью расплавился, а излишки выдавятся наружу, тем самым улучшая тепловой контакт. На снимке показана уже запаянная микросхема стабилизатора.


После припайки одной ножки, нужно еще раз проверить точность установки микросхемы и совпадения ее ножек с площадками, а затем уже паяем остальные выводы по краям.

Теперь микросхема надежно закреплена с четырех сторон. Соблюдая осторожность паяем остальные ножки, при этом следите за тем, чтобы не сделать перемычек припоем между выводами микросхемы.

Вот на этом этапе работы очень поможет наконечник для паяльника «микроволна», о нем говорилось в начале статьи. Используя это жало, можно без особого труда паять сборки микросхем с большим количеством выводов, достаточно легким способом, просто вести наконечником паяльника вдоль ножек микросхемы. Перемычки между выводами бывают очень редко, а время пайки чипа с более чем полсотни ножек на одной стороне занимает около минуты. Вот такое это удивительное жало. Ну, а если у вас его нет то делайте работу простым коническим наконечником, но очень аккуратно.

Если произошел такой неприятный момент как спаивание нескольких выводов микросхемы вместе, а только одним паяльником убрать эти перемычки всегда проблематично.

То тогда убрать их можно с помощью отрезка оплетки, взятого от экранированного провода. Оплетку необходимо поместить в емкость с флюсом, что бы она пропиталась, а потом приложить на проблемное место с наплывом припоя и паяльником через эту оплетку разогреть припой.

Весь лишний припой впитается в оплетку, а площадка и зазор между выводами микросхемы останутся чистыми и свободными от ненужного залипания.

В конце статьи остается надеяться, что этот пост хотя бы немного был полезен для вас. А качество фотоснимков не вызвало у вас раздражения, так как фото делались одновременно с пайкой. Удачи всем в делах электронных!
Температура пайки – важный момент в работе пайщика, от которого зависит качественное соединение металла. Данный показатель должен быть выше аналогичного показателя полного расплавления тиноля. В некоторых случаях, показатель может находиться между линией ликвидус и линией солидус.
Опираясь на теорию, припой должен быть полностью расплавлен до того момента, как он заполнит зазор и распределится в соединении под влиянием капиллярных сил. В связи с этим температура ликвидуса тиноля может быть самой низкой, применяемой для такого процедуры, как высокотемпературная пайка. В свою очередь, все детали должны нагреваться до этой температуры или более высокой.
Нельзя быть уверенным в том, что все внутренние, а также внешние части деталей нагреваются только до данной температуры. Скорость нагрева, месторасположение, масса металлических деталей, а также коэффициент термического расширения паяемого металла – все это факторы, которые определяют в детали распределение тепла.
В условиях быстрого местного нагрева деталей температурное распределение неравномерно, температура наружных поверхностей существенно выше, чем внутренних. Во время медленного нагрева и равномерного распределения тепла, распределение тепловой энергии в паяном узле происходит более равномерно.
Диффузия, а также растворение тиноля на протяжении пайки
Во время смачивания соединяемого металла при помощи расплавленного припоя может иметь место растворение тинолем основного металла или диффузия компонентов тиноля в основной металл. Вдобавок ко всему, диффузия имеют наибольшую вероятность образования в том случае, если тиноль вместе с основным металлом подобны по химическому составу.
На растворение и диффузия могут быть влиятельны следующие факторы:
- Температура соединения материалов;
- Продолжительность пайки;
- Геометрия соединяемого места металла, поскольку она определяет площадь основного материала, подвергаемую воздействию тиноля;
- Химический состав.
В редких случаях на протяжении пайки по причине местной диффузии тиноля между зернами основного материала происходит растекание материала, зависящего от внутренних напряжений. Чрезмерная диффузия тиноля в основном металле с большой вероятностью может оказывать влияние на механические и физические свойства металла.
Таким образом, тонкие части основного материала – наиболее уязвимая зона паяного соединения. В данном месте по причине эрозии могут образовываться сквозные раковины. Стоит отметить, что растворение основного металла тинолем изменяет температуру его ликвидуса, тем самым может привести к недостаточному заполнению зазора между деталями.
Для уменьшения диффузии или растворения есть несколько сплавов, которые применяются в качестве тинолей. Припои приобретают жидкую консистенция при достижении температуры ниже действенной температуры ликвидуса. Благодаря припою подобного состава высокотемпературная пайка производится успешно также при тех обстоятельствах, когда температура соединения металлов не дошла до линии ликвидуса.
Температура соединения smd-компонентов
Нижний подогрев дает возможность уменьшить теплоотвод от компонента в smd-плату, тем самым снижая нужную температуру инструмента для пайки. Во время использования воздушных методик замены компонентов нижний подогрев способен уменьшать или исключать вовсе коробление smd-платы, которое вполне может произойти по причине одностороннего нагрева посредством горячего воздуха.
Помимо всего, печатные платы, выполненные на основе керамики, перед процедурой пайки нуждаются в плавном предварительном нагреве вследствие чувствительности данных материалов к перепадам температур.
Опираясь на способ подачи тепловой энергии, можно выделить инфракрасные, а также конвекционные нижние подогреватели. Первые приспособления зачастую состоят из нескольких кварцевых ламп, которые имеются ярко выраженное красное свечение. Относительно конвекционных приспособлений, то они могут работать путем применения принудительной конвекции.
Рассматриваемые smd-компоненты являются достаточно хрупкими, и в условиях воздействиях вибрационной нестабильности (при механических ударах) могут трескаться. Еще одним минусом smd-компонентов является непереносимость перегрева во время пайки, из-за чего часто возникают микротрещины, заметить которые практически невозможно. Самое неприятное, пожалуй, в этом деле – то, что узнаешь о трещинах в smd-компонентах во время эксплуатации. Проверить наличие трещин в smd-деталях можно при помощи обыкновенного мультиметра.
Таким образом, соединять smd-детали можно при помощи паяльной станции, а также паяльника. Определенная часть пайщиков утверждает, что паять компоненты проще паяльной станцией со стабилизированной температурой. Однако если паяльной станции нет, разрешить вопрос можно при помощи паяльника, включая его посредством регулятора. Стоит отметить, что без регулятора у обычного паяльника температура его наконечника (жала) достигает температуры 400 гр. С. показатель во время работы с smd-компонентами должен составлять 260-270 гр. С.
Оптимальная температура нагрева жала паяльника, а также требуемая мощность во время ручной пайки – показатели, которые зависят от конструктивных особенностей паяльника, выполняемой им задачи. В работе с бессвинцовыми припоями трубчатой формы, которые имеют температуру плавления порядка 217-227 гр. С, минимальный показатель нагрева жала паяльника составляет 300 гр. С.

На протяжении пайки необходимо всячески избегать избыточного перегрева жала паяльника, а также длительного воздействия жала на металл. В большинстве случаев во время работы с припоями, в состав которых не входит свинец, и традиционным тинолями, наиболее подходящим является нагревание жала паяльника до температуры 315-370 гр. С.
В определенных ситуациях отличные результаты при пайке smd-компонентов могут получаться во время кратковременного нагрева (длительность воздействия жала паяльника до 0,5 секунды), а также при нагреве жала паяльника до показателя от 340 до 420 гр. С.
Порядок пайки smd-компонентов
Порядок пайки smd-компонентов :
- Сначала отлудите одну из контактных площадок. Для этого подайте достаточное количество тиноля для дальнейшего формирования галтели.
- Далее следует установка smd-компонента на КП.
- Следующим этапом придерживайте smd-компонент посредством пинцета, и одновременно с этим поднесите жало паяльника, тем самым обеспечивая одновременный контакт жала паяльника с выводом smd-компонента, а также отлуженной КП.
- Произведите кратковременную пайку в течение 0,5-1,5 секунды. Относительно жала приспособления, то оно должно быть отведено.
- Далее выполняется высокотемпературная пайка второго вывода: поднесением жала приспособления, вы обеспечиваете одновременный контакт жала с выводом и КП.
- Далее с противоположной от жала паяльника стороны следует подать тиноль под углом 45° к КП, а также выводу компонента.
Четыре секрета – залог успешной пайки
Существует четыре секрета качественно выполнения пайки, последующей длительной эксплуатации детали. Рассмотрим их подробнее.
Основополагающие качественного соединения:
- Правильность применения припоя и флюса в пайке;
- Чистота жала паяльника, а также степень его нагрева;
- Чистые паяемые поверхности металлов во время процедуры;
- Правильность соединения, достаточный нагрев рабочей зоны деталей.
Как становится понятно, от температуры нагрева деталей, а также степени прогревания паяльника очень многое зависит. Также следует знать температуру плавления некоторых оловянно-свинцовых припоев.
Температура плавления припоев
| Маркировка припоя | Температура плавления (°С) |
| ПОС-90 | 222 |
| ПОС-60 | 190 |
| ПОС-50 | 222 |
| ПОС-40 | 235 |
| ПОС-30 | 256 |
| ПОС-18 | 277 |
| ПОС-4-6 | 265 |
Знание технологической составляющей пайки позволяет пайщику осуществлять соединения деталей на долгое время, что является отличным качеством для настоящего профессионала. Таким образом, высокотемпературная пайка будет показывать отличную результативность.
Возможно, вы в ужасе от небольшого размера SMD компонентов, которые обычно используются в современной электронике. Но этого не стоит бояться! Вопреки расхожему мнению, пайка SMD компонентов намного проще, чем пайка THT элементов (англ. Through-hole Technology, THT — технология монтажа в отверстия).
У SMD компонентов, несомненно, есть много преимуществ:
- низкая цена;
- небольшие размеры — на одной поверхности можно разместить больше элементов;
- не нужно сверлить отверстия, а в крайних случаях вообще ничего не надо сверлить;
- вся пайка происходит на одной стороне, и нет необходимости постоянно ее переворачивать;
Итак, давайте посмотрим, что нам необходимо для пайки SMD компонентов:
- Паяльник – подойдет обычный, не дорогой паяльник.
- Пинцет — можно купить в аптеке.
- Тонкий припой — например, диаметром 0,5 мм.
- Флюс — канифоль растворенная в этиловом спирте или вы можете купить готовый флюс в шприце для пайки SMD деталей.
И что? Это все? Да! Для пайки большинства SMD компонентов не требуется никакого специального оборудования!
Пайка SMD в корпусе 1206, 0805, MELF, MINIMELF и т. д.
В этих корпусах производят резисторы, конденсаторы, диоды и светодиоды. Такие элементы поставляются в бумажных или пластиковых лентах, адаптированных к автоматической сборке. Такие ленты наматывают на барабаны и обычно содержат 5000 штук элементов, хотя, может быть, даже 20000 в одной катушке.
Такие катушки устанавливаются в сборочные машины, благодаря чему весь процесс производства может быть полностью автоматизирован. Роль человека в подобном производстве — это только установка новых катушек и контроль качества готовой продукции.
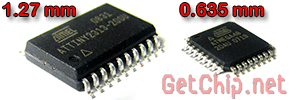
В названии корпуса закодированы размеры SMD компонента. Например, 1206 означает, что длина элемента составляет 120 mils, а ширина — 60 mils. Mils составляет 1/1000 дюйма или 0,0254 мм.
На практике чаще всего используются корпуса 1206, 0805, 0603, 0402, 0201, 01005. Для ручного монтажа идеально подходит корпус 1206, но даже 0402 можно паять вручную, хотя это довольно утомительно. Элементы MELF имеют цилиндрическую форму и чаще всего являются диодами или резисторами. Давайте теперь перейдем к делу!
Припаять диод в корпусе MELF
Прежде всего, мы должны облудить одну из контактных площадок. Мы обрабатываем площадку флюсом и прикасаемся к ней кончиком паяльника, и через некоторое время наносим припой. Припой должен немедленно расплавиться и равномерно покрыть всю площадку. Все, что вам нужно, это тонкий слой припоя — лучше, чтобы его было мало, чем слишком много.


Далее мы берем SMD компонент за боковые стороны и кладем его на место пайки. После этого следует разогреть ранее облуженную площадку и придавить в нее SMD компонент. Припой должен равномерно охватить вывод компонент.


Последний этап — пайка второго контакта. Здесь нет ничего сложного — мы прикасаемся к контакту и к площадке жалом паяльника, затем прикладываем к нему припой, который быстро плавиться, обволакивая место пайки ровным слоем.


На следующих рисунках показано, как припаивается конденсатор в корпусе 1206. Последовательность операций идентична приведенной выше.








Пайка SMD в корпусе SO8, SO14, SO28 и т. д.
В корпусах SO встречается большинство простых интегральных микросхем, такие как логические элементы, регистры, мультиплексоры, операционные усилители и компараторы. Они имеют относительно большой шаг выводов: 50mils. Вы можете легко припаять их без специального оборудования.
Первый шаг — лужение контактной площадки, расположенной в одном из углов. Мы касаемся площадки паяльником, нагреваем ее, а затем наносим немного припоя.


Далее берем микросхему с помощью пинцета и кладем ее на место пайки. Аналогично примеру с 1206, мы разогреваем облуженное поле, чтобы микросхема прилипала к плате. Если микросхема сдвинулась, то снова разогрейте контакт и отрегулируйте ее положение.

Если микросхема установлена правильно и держится надежно, то пропаиваем оставшиеся ножки. Прикладываем к ним жало паяльника, прогреваем, а затем прикасаемся к ним припоем, который, расплавляясь, обволакивает их. Чтобы сделать пайку качественнее следует применить флюс.



Пайка SMD в корпусе TQFP32, TQFP44, TQFP64 и т. д.
В принципе компоненты в корпусе TQFP тоже можно припаять без флюса, так же, как и SO, но мы хотим здесь наглядно показать, что дает активный флюс. Вы можете купить его в шприцах с надписью FLUX.

В следующем примере мы припаяем микросхему в корпус TQFP44.
Начнем с смазывания всех паяльных площадок флюсом. Флюс имеет густую консистенцию и очень липкий. Будьте осторожны, чтобы не испачкаться, потому что вы сможете отмыть его только растворителем.


Мы не будем предварительно облуживать, как писали ранее. Мы ставим микросхему сразу на ее место и устанавливаем в правильном положении.

До этого пайка осуществлялась острым жалом. Теперь продемонстрируем пайку жалом в форме ножа, которым одновременно можно припаять сразу несколько ножек.

Набираем немного припоя на кончике жала, а затем касаемся двух ножек в противоположных углах микросхемы. Таким образом, мы фиксируем микросхему, чтобы она не сдвигалась при пайке остальных ножек.

Теперь важно иметь на жале паяльника небольшое количество припоя. Если его много, протрите жало влажной губкой. Мы касаемся кончиком жала ножек, которые еще не пропаяны. Не следует опасаться замыкания ножек, поскольку благодаря использованию активного флюса этого можно избежать.


Если все-таки где-то произошло замыкание ножек припоем, то достаточно очистить жало паяльника, а затем распределить припой по соседним ножкам, или вовсе убрать его в сторону.
В заключение, нужно смыть активный флюс, так как через некоторое время он может окислить медь на плате. Для этого можно использовать этиловый или изопропиловый спирт.
Хорошая пайка хотя и не так важна, как правильно размещение радиоэлементов, но она тоже играет немалую роль. Поэтому мы рассмотрим SMD монтаж - что для него нужно и как его следует проводить в домашних условиях.
Запасаемся необходимым и проводим подготовку
Для качественной работы нам нужно иметь:
- Припой.
- Пинцет или плоскогубцы.
- Паяльник.
- Небольшую губку.
- Бокорезы.
Для начала необходимо включить паяльник в розетку. Затем смочите водой губку. Когда паяльник нагреется до такой степени, чтобы он мог плавить припой, то необходимо покрыть им (припоем) жало. Затем протрите его влажной губкой. При этом следует избегать слишком длительного контакта, поскольку он чреват переохлаждением. Для удаления остатков старого припоя можно протирать жало об губку (а также чтобы поддерживать его в чистоте). Подготовка проводится и по отношению к радиодетали. Делается все с помощью пинцета или плоскогубцев. Для этого необходимо согнуть выводы радиодетали так, чтобы они без проблем могли войти в отверстия платы. Теперь давайте поговорим о том, как проводится монтаж SMD компонентов.
Начало работы с деталями
Первоначально необходимо компоненты вставить в отверстия на плате, которые предназначаются для них. При этом внимательно следите за тем, чтобы была соблюдена полярность. Особенно это важно для таких элементов, как электролитические конденсаторы и диоды. Затем следует немного развести выводы, чтобы деталь не выпадала из установленного места (но не перестарайтесь). Непосредственно перед тем как начинать пайку, не забудьте протереть жало губкой ещё раз. Теперь давайте рассмотрим, как происходит монтаж SMD в домашних условиях на этапе паяния.
Закрепление деталей

Необходимо расположить жало паяльника между платой и выводом, чтобы разогреть место, где будет проводиться пайка. Чтобы не вывести деталь из строя, это время не должно превышать 1-2 секунды. Затем можно подносить припой к месту пайки. Учитывайте, что на этом этапе на человека может брызнуть флюс, поэтому будьте внимательны. После того момента, когда требуемое количество припоя успеет расплавиться, необходимо отвести проволоку от места, где паяется деталь. Для его равномерного распределения необходимо жало паяльника подержать на протяжении секунды. Потом, не сдвигая деталь, необходимо убрать прибор. Пройдёт несколько мгновений, и место пайки остынет. Всё это время необходимо следить за тем, чтобы деталь не меняла свое местоположение. Излишки можно отрезать, используя бокорезы. Но смотрите за тем, чтобы не было повреждено место пайки.
Проверка качества работы

Посмотрите на получившийся поверхностный монтаж SMD:
- В идеале должна быть соединена контактная площадь и вывод детали. При этом сама пайка должна обладать гладкой и блестящей поверхностью.
- В случае получения сферической формы или наличия связи с соседними контактными площадками необходимо разогреть припой и удалить его излишки. Учитывайте, что после работы с ним на жале паяльника всегда есть его определённое количество.
- При наличии матовой поверхности и царапин расплавьте припой ещё раз и, не сдвигая детали, дайте ему остыть. В случае необходимости можно добавить его ещё в небольшом количестве.
Для удаления остатков флюса с платы можно воспользоваться подходящим растворителем. Но эта операция не является обязательной, ведь его наличие не мешает и не сказывается на функционировании схемы. А теперь давайте уделим внимание теории пайки. Потом мы пройдёмся по особенностям каждого отдельного варианта.
Теория

Под пайкой понимают соединение определённых металлов с использованием других, более легкоплавких. В электронике для этого используют припой, в котором 40% свинца и 60% олова. Данный сплав становится жидким уже при 180 градусах. Современные припои выпускают как тонкие трубочки, которые уже заполнены специальной смолой, выполняющей функцию флюса. Нагретый припой может создавать внутреннее соединение, если выполнены такие условия:
- Необходимо, чтобы были зачищены поверхности деталей, которые будут паяться. Для этого важно удалить все пленки оксидов, которые образовываются со временем.
- Деталь должна в месте пайки нагреваться до температуры, которой достаточно, чтобы плавить припой. Определённые трудности здесь возникают, когда есть большая площадь с хорошей теплопроводностью. Ведь элементарно может не хватить мощности паяльника для нагрева места.
- Необходимо позаботиться о защите от действия кислорода. Эту задачу может выполнить колофоний, который образует защитную пленку.
Наиболее частые ошибки

Сейчас рассмотрим три самые частые ошибки, а также то, как их исправить:
- Места пайки касаются кончиком жала паяльника. При этом подводится слишком мало тепла. Необходимо жало прикладывать таким образом, чтобы между жалом и местом пайки создавалась наибольшая площадь контакта. Тогда SMD монтаж получится качественным.
- Используется слишком мало припоя и выдерживаются значительные временные промежутки. Когда начинается сам процесс, уже успевает испариться часть флюса. Припой не получает защитный слой, как результат - оксидная пленка. А как правильно совершать монтаж SMD в домашних условиях? Для этого профессионалы места пайки качаются одновременно и паяльником, и припоем.
- Слишком ранний отвод жала от места пайки. Нагревать следует интенсивно и быстро.
Можно взять конденсатор для SMD монтажа и набить на нём руку.
Пайка свободных проводов
Сейчас мы будем проходить практику. Допустим, у нас есть светодиод и резистор. К ним нужно припаять кабель. При этом не используются монтажные платы, штифты и иные вспомогательные элементы. Для выполнения поставленной цели нужно выполнить такие операции:
- Снимаем изоляцию с концов провода. Они должны быть чистыми, поскольку были защищены от влажности и кислорода.
- Скручиваем отдельные проводки жилы. Этим предотвращается их последующее разлохмачивание.
- Залуживаем концы проводов. Во время этого процесса необходимо разогретое жало подвести к проводу вместе с припоем (который должен равномерно распределиться по поверхности).
- Укорачиваем выводы резистора и светодиода. Потом необходимо их залудить (независимо от того, старые или новые детали используются).
- Удерживаем выводы параллельно и наносим небольшое количество припоя. Как только им будут равномерно заполнены промежутки, необходимо быстро отвести паяльник. Пока припой не затвердеет полностью, деталь трогать не нужно. Если это всё же произошло, то возникают микротрещины, которые негативно сказываются на механических и электрических свойствах соединения.
Пайка печатных плат

В данном случае необходимо прикладывать меньше усилий, нежели в предыдущем, поскольку здесь отверстия платы хорошо играют роль фиксатора для деталей. Но и здесь важен опыт. Часто результатом работы новичков является то, что схема начинает выглядеть как один большой и сплошной проводник. Но дело это несложное, поэтому после небольшой тренировки результат будет на достойном уровне.
Теперь давайте разберёмся, как происходит SMD монтаж в данном случае. Первоначально жало паяльника и припой одновременно подводят к месту пайки. Причем нагреваться должны и обрабатываемые выводы, и плата. Необходимо держать жало, пока припой равномерно не покроет всё место контакта. Затем его можно обвести по полукругу вокруг обрабатываемого места. При этом припой должен перемещаться во встречном направлении. Наблюдаем, чтобы он равномерно распределился на всей контактной площади. После этого убираем припой. И последний шаг - это быстрый отвод жала от места пайки. Ждём, пока припой приобретёт свою окончательную форму и застынет. Вот так в данном случае проводится монтаж SMD. при первых попытках будет выглядеть не ахти, а вот со временем можно научиться делать на таком уровне, что не отличишь и от заводского варианта.
Вот, решил показать, как я паяю SMD компоненты («Surface Montage Details» — означает поверхностный монтаж деталей). Вообще, почему-то, бытует мнение, что паять SMD компоненты сложно и неудобно. Я постараюсь Вас переубедить в обратном. Более того, я докажу, что паять SMD компоненты намного проще обычных TH компонентов («Through Hole» в переводе «сквозь отверстие» — сквозьдырочные компоненты:)).
Если быть совсем уж откровенным у TH и SMD компонентов есть свои назначения и области использования и попытки с моей стороны убеждать Вас в том, что SMD лучше, немного не корректны. Ну да ладно — все равно, я думаю, Вам будет интересно почитать.
Знаете, какая главная ошибка
тех, кто первый раз пробует паять SMD компоненты? Разглядывая меленькие ножки микросхемы, сразу возникает мысль о том, какое тонкое жало нужно взять, чтобы паять эти мелкие ножки и не насажать «соплей» между ними. В магазине находим конусное тонкое жало, цепляем его на паяльник, набираем маленькую капельку припоя и пытаемся иголкой-жалом обпаять каждую ножку отдельно. Получается долго, утомительно и не аккуратно. Данный подход, казалось бы, логичен, но в корне не верен! И вот почему – паять SMD компоненты помогают такие «страшные силы» как поверхностное натяжение, силы смачивания, капиллярный эффект и не использовать их значит сильно усложнять свою жизнь.
Разглядывая меленькие ножки микросхемы, сразу возникает мысль о том, какое тонкое жало нужно взять, чтобы паять эти мелкие ножки и не насажать «соплей» между ними. В магазине находим конусное тонкое жало, цепляем его на паяльник, набираем маленькую капельку припоя и пытаемся иголкой-жалом обпаять каждую ножку отдельно. Получается долго, утомительно и не аккуратно. Данный подход, казалось бы, логичен, но в корне не верен! И вот почему – паять SMD компоненты помогают такие «страшные силы» как поверхностное натяжение, силы смачивания, капиллярный эффект и не использовать их значит сильно усложнять свою жизнь.
Как все должно проходить в теории? Когда жало паяльника приложено к ножкам начинает действовать сила смачивания — олово под действием этой силы начинает «обтекать» ножку со всех сторон. Под ножку олово «затягивается» капиллярным эффектом одновременно начинается «смачиваться» контактная площадка под ножкой и на плате. Припой равномерно «заливает» площадку вместе с ножкой. После того как жало паяльника убрано от ножек и пока еще припой в жидком состоянии, сила поверхностного натяжения формирует из припоя каплю, не давая ему растекаться и сливаться с соседними ножками. Вот такие сложные процессы происходят при пайке. Но все эти процессы происходят сами собой, а от Вас требуется лишь поднести жало паяльника к ножке (или сразу к нескольким). Правда просто?!
На практике есть определенные проблемы с пайкой очень мелких SMD компонентов (резисторы, конденсаторы …) они могут во время пайки «прилипать» к жалу. Для того чтобы избежать такой проблемы нужно паять отдельно каждую сторону.
Для того, чтобы добиться хорошей пайки, нужны определенные материалы и инструменты.
Главным материалом
, обеспечивающим комфортную пайку, является жидкий флюс
. Он обезжиривает и снимает окислы с поверхности спаиваемого металла, что увеличивает силу смачивания. Кроме того, во флюсе припою легче образовать каплю, что препятствует созданию «перемычек-соплей» Рекомендую применять именно жидкий флюс — канифоль или вазелин-флюс не дают такого эффекта. Жидкий флюс не редкость в магазинах — купить его будет не проблема. На вид это прозрачная жидкость с противным запахом напоминающий ацетон (тот, что я покупаю называется «F5 – флюс для пайки тонкой электроники»). Можно, конечно, попробовать паять и спирто-канифолью, но во-первых, эффект будет хуже, во-вторых, после удаления застывшей канифоли спиртом, остается белый налет, который очень проблематично убрать.
Вторым по важности является паяльник
. Очень хорошо если имеется регулировка температуры – можно не боятся перегреть компоненты. Оптимальная температура для пайки SMD компонентов находится в пределах 250-300 оС. Если нет паяльника с регулировкой температуры, тогда лучше применять низковольтный паяльник (12v или 36v мощность 20-30w) он имеет меньшую температуру жала. Самый худший результат дает обычный паяльник на 220v. Проблема в том, что температура жала у него слишком высока, из-за чего флюс быстро испаряется и ухудшается смачиваемость поверхности пайки. Большая температура не позволяет длительно греть ножку, из-за этого пайка превращается в нервное тыканье жалом в плату. Как частичный выход из положения можно посоветовать включить паяльник через регулятор мощности (сделать самому – схема довольно простая или купить готовый – в магазине светильников такие продаются как регуляторы яркости свечения светильников, люстр).
Жало у паяльника
должно иметь ровный рабочий срез (это может быть или классический «топорик», типа «отвертка» или срез под 45 градусов).
Жало-конус плохо подходит для пайки SMD компонентов – не паяйте им, намучаетесь. Очень хорошие результаты дает жало «микроволна». Кто не знает – это жало имеющее в рабочей плоскости отверстие. При помощи этого отверстия и капиллярного эффекта создаваемого в нем припой можно не только наносить, но и эффективно убирать излишки (после того как я попробовал паять «микроволной» остальные жала валяются в коробочке без дела).
Припой
. Особого припоя не нужно – используйте тот, каким Вы обычно пользуетесь. Очень удобен припой в тонкой проволочке – легко дозировать. У меня проволочка диаметром 0.5мм. Не используйте припой без свинца (на него пытаются заставить перейти производителей электроники по причине вредности свинца). Из-за отсутствия в припое свинца значительно уменьшается сила поверхностного натяжения, паять обычным паяльником станет проблематично.
Еще нужен пинцет
. Тут без особенностей – подойдет любой удобный для Вас.
Технология пайки очень проста!
 Кладем на контактные площадки SMD компонент, обильно его смачиваем жидким флюсом, прикладываем жало паяльника к компоненту, припой с жала перетекает на контакты компонента и контактные площадки платы, убираем паяльник. Готово!
Если компонент очень мелок или большой (жало не захватывает одновременно обе стороны) паяем каждую сторону отдельно, придерживая компонент пинцетом.
Кладем на контактные площадки SMD компонент, обильно его смачиваем жидким флюсом, прикладываем жало паяльника к компоненту, припой с жала перетекает на контакты компонента и контактные площадки платы, убираем паяльник. Готово!
Если компонент очень мелок или большой (жало не захватывает одновременно обе стороны) паяем каждую сторону отдельно, придерживая компонент пинцетом.
Если паяем микросхему
, то технология такая. Позиционируем микросхему так, чтобы ножки попали на свои контактные площадки, обильно смачиваем места пайки флюсом, припаиваем одну крайнюю ножку, окончательно совмещаем ножки с площадками (припаянная ножка позволяет, в определенных пределах, «вертеть» корпус микросхемы), припаиваем еще одну ножку по диагонали, после этого микросхема надежно закреплена и можно спокойно пропаивать остальные ножки. Паяем не спеша, проводя жалом по всем ножкам микросхемы. Если образовались перемычки нужно очистить жало от избытка припоя, обильно смазать перемычки жидким флюсом и повторно пройтись по ножкам. Лишний припой заберется жалом — «сопли» устранятся.
(Visited 25 621 times, 3 visits today)



