Опиливанием называется слесарная операция, при которой снимают тонкие слои материала с поверхности заготовки с помощью напильника.
Напильник - это многолезвийный режущий инструмент, обеспечивающий сравнительно высокую точность и малую шероховатость обрабатываемой поверхности заготовки (детали).Материалом для напильников всех видов является углеродистая инструментальная сталь, начиная с марок У7 или У7А и кончая марками У13 или У13А.
Опиливанием придают детали требуемую форму и размеры, пригоняют детали друг к другу при сборке и выполняют другие работы. С помощью напильников обрабатывают плоскости, криволинейные поверхности, пазы, канавки, отверстия различной формы, поверхности, расположенные под разными углами,и т. д.
Для того чтобы удобнее держать напильники при работе, на его хвостовик насаживают деревянную ручку (рукоятку), изготовленную из клена, ясеня, березы, липы или прессованной бумаги; последние лучше, так как не раскалываются.
Припуски на опиливание оставляют небольшие - от 0,5 до 0,025 мм. Погрешность при обработке может быть от 0,2 до 0,05 мм и в отдельных случаях - до 0,005 мм.
Напильник представляет собой стальной брусок определенного профиля и длины, на поверхности которого имеется насечка (нарезка). Насечка образует мелкие и остро-заточенные зубья, имеющие в сечении форму клина. Для напильников с насеченным зубом угол заострения обычно равен 70°, передний угол (у) - до 16°, задний угол (а) - от 32 до 40°.
В зависимости от величины насечек и шага между ними, все напильники делятся на шесть номеров:
Для точных специальных работ применяются напильники с очень мелкой насечкой – надфили. С их помощью выполняют лекальные, граверные, ювелирные работы, зачистку в труднодоступных местах матриц, мелких отверстий, профильных участков изделия и т. п.
Качество опиливания контролируют самыми различными инструментами. Правильность опиливаемой плоскости проверяют поверочной линейкой «на просвет». Если плоская поверхность должна быть опилена особенно точно, ее проверяют с помощью поверочной плиты «на краску». В том случае, если плоскость должна быть опилена под определенным углом к другой смежной плоскости, контроль осуществляется с помощью угольника или угломера. Для проверки параллельности двух плоскостей пользуются штангенциркулем или кронциркулем.
Слесарные угольники
Расстояние между параллельными плоскостями в любом месте должно быть одинаковым.
Контроль криволинейных обрабатываемых поверхностей производят по линиям разметки или с помощью специальных шаблонов.
Напильник - очень хрупкий инструмент и быстро портится, если с ним небрежно обращаются. Одним из основных условий при работе напильником является надлежащий уход за ним. Мельчайшие стружки (опилки), срезаемые зубьями напильника, застревают в углублениях, вследствие чего напильник начинает скользить по обрабатываемой поверхности и перестает снимать стружку, как говорят «не берет». Чтобы восстановить его работоспособность, необходимо удалить все застрявшие частицы металла, т. е. очистить зубья напильника.
Для очистки драчевых напильников с крупной насечкой применяют специально заостренную лопатку из мягкого железа, а для очистки личных и бархатных напильников - жесткие щетки из стальной проволоки. Очистку ведут только в направлении верхней насечки, так как в противном случае происходит затупление зубьев напильника в результате воздействия на них твердой проволочной щетки.
Техника безопасности при опиливании металла:
1.Проверить исправность ручек, насаженных на напильниках; не допускается пользование напильником без ручек, с плохо насаженными или треснувшими и расколотыми ручками. 2. Необходимо правильно насаживать ручку, чтобы избежать ранения ладони хвостовиком напильника.
3. Занимать правильное рабочее положение за тисками при опиливании.
4. Следить за правильной хваткой напильника. Пальцы левой руки должны быть полусогнуты, а не поджаты, иначе при обратном ходе напильника их можно легко поранить об острые края1 опиливаемых изделий.
5. Металлическую стружку и опилки с поверхности изделия или тисков нельзя удалять руками или сдувать ртом. При выдувании опилок ртом можно легко засорить глаза, загрязнить волосы. Опилки и стружки следует сметать волосяной щеткой.
6. При опиливании изделий, особенно из чугуна, рекомендуется прикрывать голову от металлической пыли и опилок; удобно работать, например, в беретах. Девочкам обязательно надевать косынки, так как в длинные волосы легче забивается стружка.
Улучшение условий и повышение производительности труда при опиливании металла достигается путем применения механизированных (электрических и пневматических) напильников.
Опиливание - операция, при выполнении которой с поверхности заготовки снимается слой металла (припуск) посредством режущего инструмента - напильника. Цель опиливания - придание деталям требуемой формы, размеров и заданной шероховатости поверхности.
В практике слесарной обработки чаще других применяются следующие основные виды опиловочных работ: а) опиливание наружных плоских и криволинейных поверхностей; б) опиливание наружных и внутренних углов, а также сложных или фасонных поверхностей; в) опиливание углублений и отверстий пазов и выступов. Опиливание выполняется различными напильниками и подразделяется на предварительное (черновое) и окончательное (чистовое и отделочное).
Обработка напильником дает возможность получить точность деталей до 0,05 мм, а в отдельных случаях даже до 0,01 мм. Припуски при опиливании обычно небольшие - от 0,5 до 0,025 мм.
Итак, вы приобрели массивную доску для покрытия пола, теперь следует ознакомиться с способами ее укладки на пол. Ведь правильно уложенная массивная доска обеспечит вам красивый и надежный пол на долгое …
Какой должна быть ванная комната для ребенка? В первую очередь, безопасной, интересной и оригинальной. На это следует ориентироваться, выбирая не только мебель и аксессуары, но и сантехнику для детского санузла. …
На что обратить внимание при оформлении кухни? Привычная обстановка кухни может надоедать. Тогда появляется желание изменить ее. Для этого приобретаются кухни Киев, но мебели недостаточно. Необходимо правильно оформить окно, подобрать …
Опиливанием называется операция по обработке металлов и других материалов снятием небольшого слоя напильниками вручную или на опиловочных станках.
С помощью напильника слесарь придает деталям требуемую форму и размеры, производит пригонку деталей друг к другу, подготовляет кромки деталей под сварку и выполняет другие работы.
При помощи напильников обрабатывают плоскости, криволинейные поверхности, пазы, канавки, отверстия любой формы, поверхности, расположенные под разными углами, и. т. п. Припуски на опиливание оставляются небольшими - от 0,5 до 0,025 мм. Точность обработки опиливанием от 0,2 до 0,05 мм, в отдельных случаях до 0,001 мм.
Ручная обработка напильником в настоящее время в значительной степени заменена опиливанием на специальных станках, но полностью ручное опиливание эти станки вытеснить не могут, так как пригоночные работы при сборке и монтаже оборудования часто приходится выполнять вручную.
Напильник (рис. 134) представляет собой стальной брусок определенного профиля и длины, на поверхности которого имеются насечки (нарезки), образующие впадины и острозаточенные зубцы (зубья), имеющие в сечении форму клина. Напильники изготовляют из стали У13 или У13А (допускается легированная хромистая сталь ШХ15 или 13Х), после насекания подвергают термической обработке.
Напильники подразделяют: по крупности насечки, по форме насечки, по длине и форме бруска, по назначению.
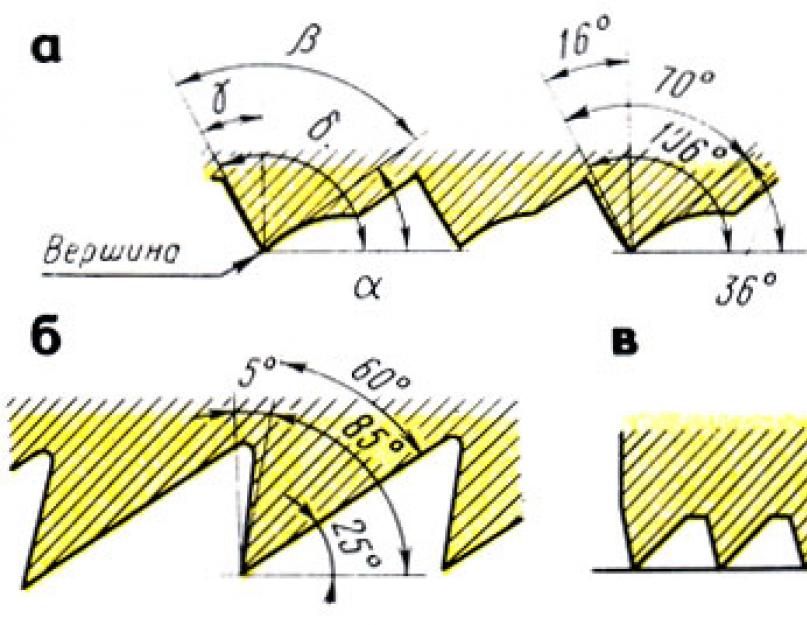
Виды и основные элементы насечек. Насечки на поверхности напильника образуют зубья, которые снимают стружку с обрабатываемого материала. Зубья напильников получают на пилонасекательных станках при помощи специального зубила, на фрезерных станках - фрезами, на шлифовальных станках - специальными шлифовальными кругами, а также путем накатывания, протягивания на протяжных станках - протяжками и на зубонарезных станках. Каждым из указанных способов насекается свой профиль зуба. Однако независимо от способа получения насечки каждый зуб имеет задний угол а, угол заострения р, передний угол у и угол резания 5 (рис. 135).
У напильников с насеченными зубьями (рис. 135, а) с отрицательным передним углом (γ от -12 до -15°) и сравнительно большим задним углом (α от 35 до 40°) обеспечивается достаточное пространство для размещения стружки. Получающийся при этом угол заострения β = 62 (до 67°) обеспечивает прочность зуба.

Напильники с фрезерованными или шлифованными зубьями (рис. 135, б) имеют положительный передний угол γ = 2 (до 10°). У них угол резания меньше 90° и, значит, меньше усилие резания. Большая стоимость Фрезерования и шлифования ограничивает применение этих напильников.
Для напильников с зубьями, полученными протягиванием (рис. 135, в), γ = - 5°, β = 55°, α = 40° , δ = 95°.
Протянутый зуб имеет впадину с плоским дном. Эти зубья лучше врезаются в обрабатываемый металл, что значительно повышает производительность труда. Кроме того, напильники с такими зубьями более стойки, так как зубья не забиваются стружкой.
Чем меньше насечек на 1 см длины напильника, тем крупнее зуб. Различают напильники с одинарной, т. е. простой насечкой (рис. 136, а), с двойной, или перекрестной (рис. 136, б), точечной, т. е. с рашпильной (рис. 136, в), и дуговой (рис. 136, г).

Напильники с одинарной насечкой могут снимать широкую стружку, равную длине всей насечки. Их применяют при опиливании мягких металлов (латуни, цинка, баббита, свинца, алюминия, бронзы, меди и т. п.) с незначительным сопротивлением резанию, а также неметаллических материалов. Кроме того, эти напильники используют для заточки пилг ножей, а также для обработки дерева и пробки. Одинарная насечка наносится под углом λ = 25° к оси напильника.
Напильники с двойной (т. е. перекрестной) насечкой применяют для опиливания стали, чугуна и других твердых материалов с большим сопротивлением резанию. В напильниках с двойной насечкой сначала насекается нижняя - глубокая насечка, называемая основной, а поверх нее - верхняя, неглубокая насечка, называется вспомогательной; она разрубает основную насечку на большое количество отдельных зубьев.
Перекрестная насечка больше размельчает стружку, что облегчает работу. Основная насечка выполняется под углом λ = 25°, а вспомогательная - под углом ω = 45°.
Расстояние между соседними зубьями насечки называется шагом S. Шаг основной насечки больше шага вспомогательной. В результате зубья располагаются друг за другом по прямой, составляющей с осью напильника угол 5°, и при его движении следы зубьев частично перекрывают друг друга, поэтому на обработанной поверхности уменьшается шероховатость, поверхность получается более чистой и гладкой.
Рашпильная (точечная) насечка получается вдавливанием металла специальными трехгранными зубилами, оставляющими расположенные в шахматном порядке вместительные выемки, способствующие лучшему размещению стружки. Рашпилями обрабатывают очень мягкие металлы и неметаллические материалы (кожу, резину и др.).
Дуговую насечку получают фрезерованием. Насечка имеет большие впадины между зубьями и дугообразную форму, обеспечивающую высокую производительность и повышенное качество обрабатываемых поверхностей. Эти напильники применяют при обработке мягких металлов (медь, дюралюминий и др.).
Следующая страница>>ОПИЛИВАНИЕ МЕТАЛЛОВ
§ 1. Назначение опиливания и инструмент. Напильники.
Формы сечения напильников . Виды насечек. Геометрия зубьев напильника .
Опиливанием называется технологическая операция, осуществляемая напильниками путем срезания (спиливания) слоев металла. Различают ручное и машинное опиливание.
Ручное опиливание осуществляется ручными напильниками. По форме сечения применяются (рис. 67, а-ж) плоские, квадратные, трехгранные, полукруглые, ромбические и ножовочные напильники.



Рис. 67. Формы сечения напильников :
а - плоские, б - квадратные, в - трехгранные, г - полукруглые, д - круглые, е - ромбические, ж - ножовочные
Главным элементом напильника являются насечки, образующие режущие зубья. Различают несколько видов насечки.
Напильники с одинарной насечкой (рис. 68, а) применяют для обработки мягких материалов (латунь, цинк, баббит, свинец, алюминий, медь и др.), обладающих незначительным сопротивлением резанию. Одинарная насечка наносится под углом 70-80° к оси напильника.

Рис. 68. Виды насечек напильников :
а - одинарная, б - двойная, в - рашпильная, г - дуговая
Напильники с двойной насечкой (рис. 68, б) применяют для опиливания стали, чугуна и других твердых металлов с большим сопротивлением резанию. Наилучшими являются напильники с насечками, образующими угол 120-130°.
Напильники с рашпильной насечкой (рис. 68, в) применяются для обработки легких металлов и неметаллов.
Напильники с полукруглыми зубьями (рис. 68, г) имеют неравномерный шаг насечки, отдельные зубья снимают более или менее крупную стружку, благодаря чему напильники работают более равномерно.
Все разновидности напильников, в зависимости от величины зуба, насечки и числа зубьев, приходящихся на 1 см длины, подразделяются на шесть номеров. Основные характеристики напильников в зависимости от номера приведены в табл. 3.
3. Основные характеристики напильников
Любой напильник состоит из следующих частей: носка, ребра, грани и пятки, образующих рабочую часть напильника, и хвостовика (рис. 69).

Рис. 69. Элементы напильника
Зубья напильников имеют определенную геометрию (рис. 70), которая обеспечивает процесс резания.

Рис. 70. Геометрия зубьев напильника
Выбор напильника производится в соответствии с конкретными требованиями условий обработки. Часто при выборе напильников руководствуются следующими соображениями: длина напильника должна быть на 150 мм больше длины обрабатываемой поверхности. Для доводки и опиливания тонких пластин выбирают короткие напильники (100-160 мм), так как насечка у них мельче. Если нужно снять большой припуск, выбирают напильники длиной 300-400 мм, у них насечка крупнее и обработка будет осуществляться значительно интенсивнее.
Небольшие напильники называют надфилями. Надфили применяют для выпиливания отверстий, пазов, выемок и так далее, когда обычный напильник применить нельзя из-за значительных габаритов. В зависимости от числа насечек на 1 см надфили разделены на шесть классов: с 1-го по 6-й. Форма сечения надфилей такая же, как и у напильников.
Слесарное опиливание
К атегория:
Опиливание металла
Слесарное опиливание
Опиливанием называют метод размерной обработки заготовок напильником. Опиливание предназначено для получения необходимой формы, размера, шероховатости и расположения поверхности. Опиливают такие поверхности заготовок, обработка которых на станках технически невозможна или экономически нецелесообразна (рабочие полости штампов, пресс-форм и т. п.). Опиливание применяют и для подгонки сопряженных поверхностей деталей на месте сборки изделия.
Виды опиливания. Опиливание бывает ручное и машинное. Опиливание с целью повысить качество поверхности иногда называют зачисткой.
Опиливание основано на разрушении поверхностного слоя материала заготовки режущими элементами инструмента (напильника), выполненными в виде клина. Каждый режущий клин срезает с заготовки слой материала и превращает его в стружку, которая размещается в стружечном пространстве.

Рис. 1. Режущие элементы различных типов напильников: а - процесс опиливания, б, в; г - двойная, одинарная и точечная (рашпиль-ная) насечки соответственно; 1 - напильник, 2 - заготовка, 3 - вспомогательная насечка, 4 - основная насечка, 5 - режущая кромка; у - передний угол, а - задний угол, fi - угол заострения, 6 - угол резания
При опиливании напильник двигают вручную вперед (от себя) со скоростью Цр.х. рабочего хода и назад (на себя) со скоростью v0.x. обратного хода (рис. 1, а). Горизонтальную силу прикладывают как при рабочих, так и при холостых ходах, а вертикальную (двумя руками) - только при рабочих ходах. Чтобы напильник всегда был параллелен обрабатываемой поверхности, в начале рабочего хода на напильник сильнее нажимают левой рукой, а по мере его движения нажим левой рукой уменьшают, а правой - увеличивают.
Режущий инструмент для опиливания. Напильник представляет собой многолезвийный режущий инструмент, у которого зубья расположены на поверхностях стальных закаленных брусков, имеющих различные профиль поперечного сечения и длину. Напильник имеет рабочую часть и хвостовик. Оттянутую часть называют носком. На рабочей части различают узкую сторону, широкую сторону и ребро.
Зубья напильника получают насеканием, фрезерованием; шлифованием и другими технологическими методами. Наибольшее распространение получило насекание зубьев на насекальных станках специальными зубилами. Насеченные зубья более прочны.
Напильники изготовляют с различными по длине и форме режущими кромками. Короткую кромку в виде неправильного треугольника получают двойной насечкой, длинную (прямую или радиусную) кромку- одинарной насечкой. Короткую кромку получают также рашпильной (точечной) насечкой.
Слесарные напильники общего назначения обычно имеют двойную насечку - основную (под углом 65°) и вспомогательную (под углом 45°). Последняя делит основную насечку на многочисленные зубья, что позволяет при одинаковой затрате сил увеличить количество снимаемой стружки.

Рис. 2. Стержневой напильник (а) и борфреза (б): 1 - носок, 2 - рабочая часть, 3 - хвостовик, 4 - заплечик
Шаг основной и вспомогательной насечек делают разным. В результате этого каждый последующий зуб смещен относительно предыдущего в направлении, перпендикулярном оси напильника. Без такого смещения каждый последующий зуб следовал бы строго за предыдущим и на обрабатываемой поверхности образовывались бы канавки. Перекрытие зубьев обеспечивает низкую шероховатость обрабатываемой поверхности.
Величина стружечного пространства оказывает большое влияние на качество и производительность опиливания. Объем стружечного пространства определяется шагом насечки, т. е. числом основных насечек на длине 10 мм. Это число определяется номером насечки. Слесарные напильники общего назначения имеют шесть номеров насечек - от нуля (наибольший шаг) до 5 (наименьший шаг).
По форме поперечного сечения напильники общего назначения бывают: плоские, плоские остроносые, квадратные, трехгранные, круглые, полукруглые, ромбические и ножовочные. Напильники общего назначения изготовляют длиной 100; 125; 150; 200; 250; 300; 350 и 400 мм.
Напильники маленьких размеров называют надфилями. Выпускаемые надфили имеют десять номеров насечки: 00; 0; 1; 2; 3; 4; 5; 6; 7 и 8. Формы поперечного сечения надфилей такие же, как напильников общего назначения. Кроме того, выпускают надфили трехгранные односторонние, овальные и пазовые. Каждый тип надфиля выпускают трех типоразмеров. Общая длина соответственно 100; 120 и 160 мм; длина рабочей части соответственно 50; 60 и 80 мм.
Слесарные напильники общего назначения и надфили делают из сталей У12, У12А, У13 и У13А. Допускается изготовление напильников из сталей 13Х и ШХ15. Напильники закаливают до твердости 54 HRQ .
Напильники для труднообрабатываемых материалов изготовляют из сталей 14ХФ и 13Х, а также из быстрорежущей стали. Они отличаются от напильников общего назначения числом и углами наклона насечек. Их широкие поверхности имеют радиусную форму, благодаря чему в работе одновременно участвует меньшее число зубьев.
При машинном опиливании применяют стержневые напильники и борфрезы. Стержневой напильник в отличие от слесарного имеет хвостовик, с помощью которого он крепится в машине. При опиливании штампов и пресс-форм широко применяют концевые и насадные борфрезы (диаметром 3 - 32 мм) цилиндрической, угловой, дисковой и другой формы. Изготовляют борфрезы из быстрорежущей стали или из инструментальной стали У12А и закаливают до твердости 66 HRC s. Борфрезы делают с особо крупным, крупным, средним, мелким и особо мелким зубом.
Оборудование и приспособления для опиливания. Опиливание вручную обычно производят за слесарным верстаком. Заготовку устанавливают в слесарных тисках, оснащенных алюминиевыми или медными нагубниками и деревянными прокладками, предохраняющими обработанные поверхности от повреждений.
Обработку заготовки борфрезами выполняют с помощью электрической машины с гибким валом. Опиливание стержневыми напильниками осуществляют на стационарных опиловочных станках. Использование приспособлений типа копиров позволяет повысить производительность опиливания, так как при этом в процессе работы не надо контролировать отклонение формы и расположения обрабатываемых поверхностей.
Последовательность и приемы выполнения работ при опиливании. Поверхность заготовки очищают от грязи, масла и окалины. Твердую поверхностную корку отливок и поковок предварительно удаляют старым напильником или зубилом. Затем заготовку размечают.
При выборе напильника необходимо учитывать физико-механические свойства обрабатываемого материала, размеры, форму обрабатываемой поверхности и ее расположение относительно других поверхностей заготовки, величину припуска на обработку, требуемую точность и шероховатость поверхности.
Плоские и плоские остроносые напильники применяют для обработки плоских и выпуклых поверхностей, канавок. Квадратные и прямоугольные пазы и отверстия опиливают квадратными напильниками. Трехгранные напильники удобны при обработке острых углов в пазах, а также трехгранных и многогранных отверстий. Круглые и овальные отверстия, вогнутые поверхности опиливают круглыми напильниками; вогнутые и плоские - полукруглыми; узкие фасонные поверхности, прорези и канавки - ромбическими.
Длину напильника рекомендуется выбирать на 150- 200 мм больше длины опиливаемой поверхности. Для очень точной обработки небольших поверхностей и твердых материалов используют надфили. Грубое опиливание мягких материалов, пластмасс и дерева рационально проводить рашпилями.
Опиливание производят последовательно каждым типом напильника (начиная с наиболее грубого и кончая наиболее точным). Заготовку устанавливают в тисках так, чтобы разметочная риска была хорошо видна, а опиливаемая поверхность располагалась горизонтально.
Для повышения производительности и качества обработки применяют перекрестное опиливание: сначала всю поверхность опиливают косым штрихом слева направо; потом - прямым штрихом; затем - косым штрихом справа налево.
В результате неправильной эксплуатации напильники теряют режущие свойства. Если на рабочую часть напильника попало масло или частицы стружки забили его впадины, то он становится непригодным для работы. Засаленные напильники очищают твердым куском древесного угля. От стружки напильник очищают заостренной лопаточкой из мягкого железа (или латуни) и стальной жесткой щеткой. Очистку ведут в направлении верхней насечки. Перед опиливанием алюминиевых сплавов напильник следует натереть стеарином в целях уменьшения его засаливания.
При опиливании контролируют шероховатость, форму, размеры и расположение поверхности. Шероховатость, как правило, контролируют по эталонным образцам. Отклонение от плоскостности (наиболее распространенный вид брака при опиливании) контролируют поверочной линейкой (на просвет). Взаимное расположение поверхностей контролируют угольниками, шаблонами и угломерами; линейные размеры проверяют штангенциркулями.



